- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2021.5.28
1. Inconsistent molding conditions or improper operation
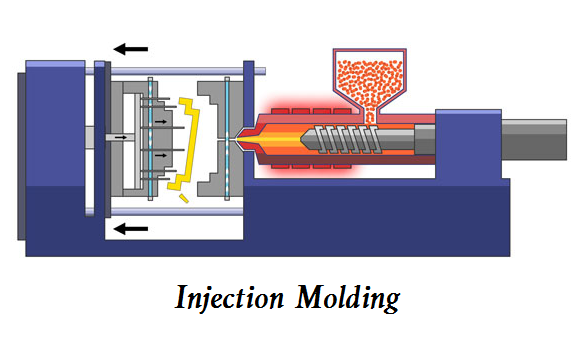
During injection molding, the process parameters such as temperature, pressure and time must be strictly controlled according to the process requirements, especially the molding cycle of each plastic part must be consistent and can not be changed at will. If the injection pressure is too low, the holding time is too short, the mold temperature is too low or uneven, the temperature at the barrel and nozzle is too high, and the cooling of the plastic part is insufficient, the shape and size of the plastic part will be unstable.
Solutions:
– In general, higher injection pressure and injection speed, longer filling and holding time, higher mold temperature and material temperature are beneficial to overcome dimensional instability.
– If the shape size of the molded part is larger than the required size, the injection pressure and melt temperature should be appropriately reduced, the mold temperature should be increased, the mold filling time should be shortened, and the gate cross-sectional area should be reduced, so as to improve the shrinkage rate of the plastic part.
– If the size of the molded part is less than the required size, the opposite molding condition should be adopted.
– The change of environmental temperature also has a certain impact on the fluctuation of the molding size of plastic parts. The process temperature of equipment and mold should be adjusted in time according to the change of external environment.
2. Improper selection of molding materials
The shrinkage of raw materials has a great influence on the dimensional accuracy of plastic parts. If the precision of molding equipment and mold is very high, but the shrinkage of raw materials is very large, it is difficult to ensure the dimensional accuracy of plastic parts. In general, the larger the shrinkage of raw materials, the more difficult it is to ensure the dimensional accuracy of plastic parts. Therefore, in the selection of molding resin, we must fully consider the influence of the shrinkage of raw materials on the dimensional accuracy of plastic parts. For the selected raw materials, the variation range of shrinkage should not be greater than the requirements of dimensional accuracy of plastic parts.
It should be noted that the shrinkage of various resins is quite different, and it should be analyzed according to the degree of crystallization of the resin. In general, the shrinkage of crystalline and semi crystalline resin is larger than that of non crystalline resin, and the range of shrinkage is also larger, and the corresponding shrinkage fluctuation of plastic parts is also larger; For crystalline resin, the crystallinity is high, the molecular volume is reduced, and the shrinkage of plastic parts is large. The size of resin spherulites also has an impact on the shrinkage. The spherulites are small, the intermolecular space is small, and the shrinkage of plastic parts is small, while the impact strength of plastic parts is relatively high.

In addition, if the particle size of molding raw materials is uneven, drying is poor, recycled materials and new materials are mixed unevenly, and the properties of each batch of raw materials are different, the molding size of plastic parts will also fluctuate.
3. Mold failure
The structural design and manufacturing accuracy of the mold directly affect the dimensional accuracy of the plastic parts. In the molding process, if the mold is not rigid enough or the molding pressure in the mold cavity is too high, the mold will deform, which will lead to the instability of the plastic parts. If the fit gap between the guide pillar and the guide sleeve of the die is out of tolerance due to poor manufacturing accuracy or too much wear, the forming dimensional accuracy of the plastic part will also be reduced. If the first mock exam is worn out or hard core is filled with rigid filler or glass fiber reinforced material, the error of mold cavity and the error of the runner and the balance of the feed port will result in the mold filling.
Solutions
– In the design of the mold, we should design enough mold strength and rigidity, strictly control the machining accuracy, the mold cavity material should use wear-resistant materials, and the cavity surface should be heat treated and cold hardened. It is the first mock exam to ensure that the size of the plastic parts is very high. It is better not to use the structure of a multi cavity mold. Otherwise, in order to ensure the molding accuracy of the plastic parts, a series of auxiliary devices to ensure the accuracy of the mould must be set up, which will lead to the high cost of the mould manufacturing.
– When the plastic parts appear partial thickness error, it is often caused by mold failure. For the first mock exam, the thickness error of the plastic wall is usually caused by the error of the mold installation and the location of the die, which leads to the relative displacement of the die cavity and the core. At this time, for those plastic parts with accurate wall thickness, it is necessary to add other positioning devices instead of only relying on guide post and guide sleeve; If the error of the partial thickness is the first mock exam, the error of forming is smaller at first, but the error is bigger after continuous operation. This is mainly due to the error between the mold cavity and the core, especially when the hot runner mold is used. For this reason, a double cooling circuit with small temperature difference can be set in the mold. If it is a thin-walled round container, floating core can be used, but the core and cavity must be concentric.
– In addition, when making the mold, in order to repair the mold easily, it is always used to make the cavity smaller than the required size, and the core larger than the required size, leaving a certain amount of mold repair allowance. When the inner diameter of the forming hole is much smaller than the outer diameter of the plastic part, the core pin should be made larger, because the shrinkage of the plastic part at the forming hole is always larger than that of other parts, and it shrinks towards the center of the hole. On the contrary, if the inner diameter of the molding hole is close to the outer diameter, the core pin can be made smaller.
4. Equipment failure
If the plasticizing capacity of the molding equipment is insufficient, the feeding system is unstable, the screw speed is unstable, the stop function is abnormal, the check valve of the hydraulic system is out of order, the thermocouple of the temperature control system is burnt out, and the heater is open circuit, the molding size of the plastic parts will be unstable. As long as these faults are found out, targeted measures can be taken to eliminate them.
5. Inconsistent test methods or conditions
If the measurement method, time and temperature are different, the measurement size will be very different. The temperature condition has the greatest influence on the test, because the coefficient of thermal expansion of plastics is 10 times larger than that of metals. Therefore, the standard method and temperature conditions must be used to measure the structural dimensions of plastic parts, and the plastic parts must be fully cooled before measurement. In general, the size of plastic parts changes greatly within 10 hours of the stripping mode, and basically takes shape within 24 hours.
 Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
 Plastic Shrinkage: What Causes Plastic Shrinkage & How To Fix | CNCLATHING
Plastic Shrinkage: What Causes Plastic Shrinkage & How To Fix | CNCLATHING
 Classification of 8 Common Plastic Molds in CNC Machining
Classification of 8 Common Plastic Molds in CNC Machining
 Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
 Flow Lines In Injection Molding: How To Solve & Prevent | CNCLATHING
Flow Lines In Injection Molding: How To Solve & Prevent | CNCLATHING
 Causes & Solutions To Overflow Of Injection Molding Machine Head | CNCLATHING
Causes & Solutions To Overflow Of Injection Molding Machine Head | CNCLATHING
