1. Equipment
(1) The real mold closing force of the machine is insufficient. When choosing injection molding machine, the rated mold closing force of the machine must be higher than the tension formed by the longitudinal projection area of injection molding products during injection, otherwise, the mold expansion will occur and flying edge will occur.
(2) The adjustment of the mold closing device is not good, the elbow bar mechanism is not straightened, the left and right or the upper and lower closing mold are not balanced, and the parallelism of the mold cannot be reached causes the situation that one side of the mold is tightly closed and the other side is not tightly attached. The flying edge will appear during injection.
(3) The poor parallelism of the mold itself, or the non parallel installation, or the non parallel formwork, or uneven force distribution and deformation of the pull rod, will cause the mold closing not close and generate the flying edge.
(4) The check ring is severely worn, the spring of spring nozzle fails, the wear of the material barrel or screw is too large, the failure of the cooling system at the feed port causes the phenomenon of “bridging”, the insufficient charging quantity of the barrel adjustment and the too small buffer pad may cause the flying edge to occur repeatedly, and the parts must be repaired or replaced in time.
2. Mold aspect
– The precision of the parting surface of the mold is poor. Deformation and warping of movable formwork. Foreign matters are stained on the parting surface or protruding skid printing burr is found around the mold frame. The old mold was fatigue collapse around the cavity due to the earlier extrusion of the flying edge.
– The mold design is unreasonable. The opening position of the mold cavity is too biased, which will cause the tension on one side of the mold during injection, which will cause the flying edge.
– The plastic fluidity is too good, such as polyethylene, polypropylene, nylon, etc., the viscosity is very low in the molten state, and it is easy to enter the movable or fixed gap, so the manufacturing precision of the mold is required to be high.
– On the premise of not affecting the integrity of the product, it should be placed on the center of quality symmetry as much as possible. The thick part of the product is fed to prevent the situation of the missing material and the flying edge. When there are forming holes in the center or near the product, side gate is usually opened on the hole. Because under the large injection pressure, if the mold closing force is insufficient, the supporting force of the mold in this part is not enough and slightly warping will occur, which will cause the flying edge. If the side of the mold has movable members, the projection area of the side is also affected by the forming pressure, and if the support is not enough, it will cause the flying edge.
– The precision of sliding core is not good, and the offset of the fixed core and the cavity installation position will also produce the flying edge. The exhaust of the cavity is poor, and there is no exhaust ditch on the parting surface of the mold, or the exhaust ditch is too shallow, or too deep or blocked by foreign matters, which will cause the edge to fly. For the multi cavity mold, the reasonable design of the gate of each shunt channel should be paid attention to, otherwise, the uneven force of the filling mold will be caused and the flying edge will be generated.
3. Process
① The injection pressure is too high or the injection speed is too fast. Because of high pressure and high speed, the increase of opening force on the mold leads to overflow. According to the thickness of the product, the injection speed and injection time should be adjusted. The thin products should be filled with high speed and rapid mold, and no injection will be made after filling. Thick products should be filled with low speed mold, and the skin should be fixed before the final pressure is reached.
② Too much charge causes the flying edge. This situation should be solved by prolonging injection time or holding time.
③ The high temperature of barrel and nozzle or too high mold temperature will cause plastic viscosity to decrease and increase fluidity, which will cause flying edge when flowing into the mold smoothly.
4. Raw material
① Plastic viscosity is too high or too low can appear flying edge. If the viscosity of plastics is low, such as nylon, polyethylene, polypropylene, etc., the mold bonding force should be improved; The plastic with strong water absorption or water sensitive plastic will greatly reduce the flow viscosity and increase the possibility of flying edge under high temperature. The plastic must be completely dried; Too much plastic viscosity will also decrease when recycled material is added, and the retention component should be supplemented if necessary. If the viscosity of plastic is too high, the flow resistance increases, and the back pressure will increase the pressure of the mold cavity, which will cause the insufficient closing force and the flying edge.
② When the size of plastic raw materials is uneven, the amount of feed will change, the parts or dissatisfaction, or the flying edge.
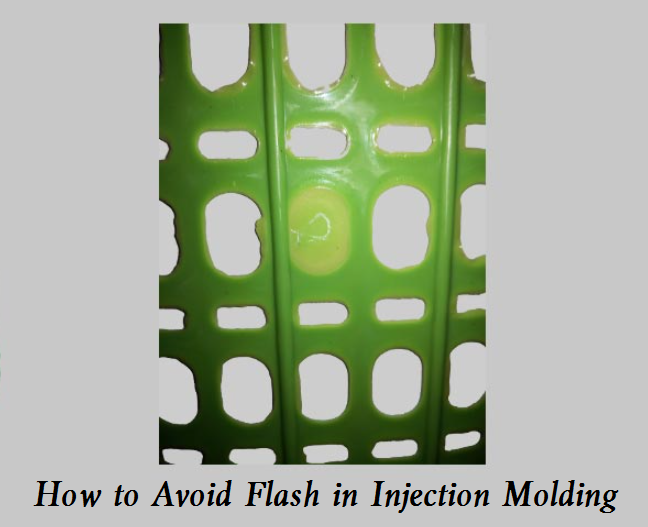 How to Avoid Flash in TPE Plastic Injection Molding – Flash Defect Causes and Solutions
How to Avoid Flash in TPE Plastic Injection Molding – Flash Defect Causes and Solutions
 Plastic Shrinkage: What Causes Plastic Shrinkage & How To Fix | CNCLATHING
Plastic Shrinkage: What Causes Plastic Shrinkage & How To Fix | CNCLATHING
 Classification of 8 Common Plastic Molds in CNC Machining
Classification of 8 Common Plastic Molds in CNC Machining
 Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
 Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
 Flow Lines In Injection Molding: How To Solve & Prevent | CNCLATHING
Flow Lines In Injection Molding: How To Solve & Prevent | CNCLATHING
