1. Bifractal surface injection mold
Bi-fractal surface injection molding has two fractal surfaces. Compared with single fractal surface injection molding, this injection molding adds a middle plate (also known as movable gate plate, with gates, runners and other components required by the fixed mold) in the fixed part, so it is also called three-piece (moving template, middle plate, fixed plate) injection molding, which is usually applied to single-hole or multi-hole injection molding mold. When opening the mold, The middle plate is separated from the fixed formwork at a certain distance on the guide column of the fixed formwork, so as to extract the solidification of the casting system from the two moulds. Due to the complex structure, high manufacturing cost and difficult processing of parts, the injection mould with double fractal surface is not suitable for the forming of large and ultra-large plastic products.
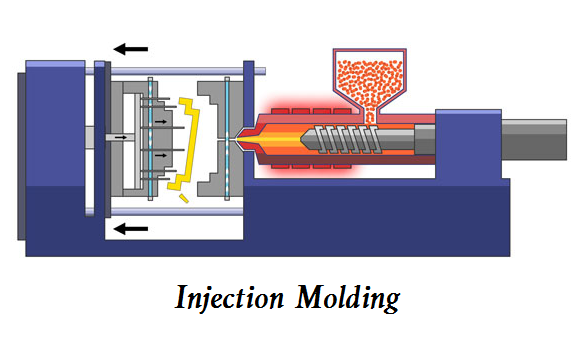
Injection mold is a kind of “tool”, which can improve the output of plastics, and also continuously improve the quality of injection molding. Only continuous development can ensure the quality of injection molding. For injection molding products, practicality is the most important, that is, to ensure its value. At present, injection molding machines are designed according to the shape and position of the mold, so attention should be paid to the control during the design to avoid mold shape and other problems.
2. Single-fractal surface injection mold
When opening the mold, separate the moving mold from the fixed mold, thus separating the plastic products. This product is the most basic injection molding process, which can be used for single-mold injection molding or multi-mold injection molding as required. It is the most widely used injection molding mold at present. In the same year, Cornell College of the United States also set up the CIMP research plan, which is headed by the Chinese scholar Dr. Wang, and carries out a series of theoretical discussions with the theme of plastic spraying technology, and its results are named C-MOLD.
Some plastics are only simple resins, such as polyethylene and polystyrene, which are called single-component plastics. Some plastic products, besides artificial resins, also have other auxiliary substances, such as plasticizers, stabilizers, colorants, fillers, etc. Additives are added to plastic raw materials to improve their process, improve their utilization efficiency and reduce production costs. Although the proportion of additives in plastic raw materials is small, they have a great impact on product quality. Different types of plastics require different types of additives and dosage due to their forming technology, operating environment and other factors.
3. Injection mold with lateral fractal and core pulling
If the plastic products have side holes or side grooves, the mold core or slider mold that can move laterally shall be used. After injection molding, the moving mold will move to the next step, and then the inclined part of the bending pin on the fixed mold will push the sliding plate to the outside, while the push rod of the demoulding device will unload the press plate from the center of the mold.
The same thing is different in terms of performance, appearance and material, but what is the difference between plastic and plastic in injection molding? Because China’s industrial development is relatively lagging behind, coupled with China’s special customs, foreign names and other countries’ names are not the same in China, for example, domestic mouse, Taiwan’s mouse, and even other countries’ names. Because of China’s special culture, the names are also different.
4. Injection mould with automatic thread unloading
For plastic products with threads, when automatic demoulding is required, a rotatable screw or ring can be set on the mold head. The screw or ring can be rotated and separated from the plastic products by opening or installing the rotation mechanism of the injection molding machine, or by installing a special drive device.
Because of different mold sizes, injection molding machines are generally suitable for molds from this ratio to this ratio. The size you see may be very small, but the injection molding function will put this mold inside. The cooling system designed is very important because the final product of the injection molding machine has only undergone cold injection treatment, but has hardened to a certain degree. After the mold is demoulded, the deformation caused by external forces during the injection process can be avoided. Because the cooling time is about 70% – 80% of the whole forming cycle, and an excellent cooling system can greatly reduce the forming time, increase the injection speed, and reduce the cost. If the design is not good, it will extend the forming time, increase the cost, and the uneven cold shear will further lead to the warpage of the products processed by injection.
5. Injection mould for movable parts
Due to some specific structures of plastic products, movable parts need to be installed in the mold, such as movable punch, movable female mold, movable insert, movable thread core or ring, etc.
Conventional injection molding does not need special injection equipment or special materials. Thermoplastic products are usually used. Therefore, conventional injection molding technology is widely used in today’s plastic industry. If the wall thickness of the injection molding product will cause the unevenness of the product and cause the deformation or shrinkage of the product, to find a way to solve this problem, first of all, you can propose to the customer that the corrected product is the best. If it cannot be changed, then use the angle of C or R to convert at the junction point of thickness and thickness, which can reduce the pressure generated by plastic flow, reduce the pressure, and make the product not easy to deform.
6. Injection mould without runner
The runner free injection mold is used to keep the runner warm to ensure that the plastic body between the first kind of cavities in the injection molding machine head is in the melting condition. When the mold is opened, it is not necessary to cast. One is called runner injection mold, and the other is called hot runner injection mold.
The basic principle of air pressure variable mold temperature control is: before injection molding machine injection, blow a stream of hot air into the mold, and then suck it out, and then turn it off. Vacuum, injection, injection, and preheating in the mold, including: preheater, heat preservation, high pressure, heater, heater, etc. When the internal structure of the mold is relatively complex and the molding materials are relatively small, the hot air can also be directly used for heating.
7. Demoulding device for demoulding on fixed mould
In most injection moulds, the ejector of the mould is set at the side of the movable mould, which facilitates the opening and closing of the mould. In practical application, because some plastic products are restricted by the shape, it is better to retain plastic products on one side of the fixed mold for the forming effect, so that the plastic products can be separated from the mold. A mold release device needs to be installed on one side of the fixed mold.
Be familiar with the structure and operating conditions of plastic parts. In addition to understanding the design and forming a clear three-dimensional image in your mind, you can also fully understand the use of plastic products, the role of various components of plastic parts, and clearly know the forming shrinkage, transparency, dimensional tolerance, surface roughness and tolerance of plastic products. Check the structure and process of plastic products to ensure that each detail is consistent with the technical conditions of the injection molding process. A high-quality mold depends not only on the structure of the mold, but also on the structure and forming process of the product. Only by being familiar with the above processes can we prevent accidents during design, thus ensuring that the process of the whole injection molding process will not be disturbed by the injection molding process.
8. Right-angle injection mold
The right-angle injection mold is only suitable for angular injection. The difference between this injection mold and other injection molds is that the direction of drug delivery is perpendicular to the direction of opening and closing during the molding process. At the end of the main runner, a replaceable runner insert can be provided to avoid the friction and deformation between the injection molding nozzle and the inlet end of the main runner.
The technology of the invention is mainly to heat and cool the casting rapidly, and then use it in the water-cooling device on the casting for cooling. This special process can greatly reduce the manufacturing time. RocTool can improve some parts of the mold according to the thermal conductivity of the surface material of the mold, such as a specific surface of the Class A car, as required. This technology is specially applied to large-scale manufacturing, It is a very suitable treatment method for thermosetting and thermoplastic.
The continuous mold head is a group of molds that can automatically process the processed workpiece from one workbench to the next, and obtain the formed product on the final workbench. The forming technology of moulds mainly includes: mold, mold, compound mold, extrusion mold, four-slide mold, continuous mold, mold, mold-cutting mold, etc.
Some plastics are only simple resins, such as polyethylene and polystyrene, which are called single-component plastics. Some plastic products, in addition to artificial resins, have other auxiliary materials, such as plasticizers, stabilizers, colorants, fillers, etc. Additives are added to plastic raw materials to improve their process, improve their utilization efficiency and reduce production costs. Although the proportion of additives in plastic raw materials is small, they have a great impact on product quality. Different types of plastics require different types of additives and dosage due to their forming technology, operating environment and other factors.

 Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
 What Causes Dimensional Variations Of Injection Molding And How To Fix
What Causes Dimensional Variations Of Injection Molding And How To Fix
 Types of Plastic Molding – Plastic Moulding Process & Technology Types | CNCLATHING
Types of Plastic Molding – Plastic Moulding Process & Technology Types | CNCLATHING
 Plastic Shrinkage: What Causes Plastic Shrinkage & How To Fix | CNCLATHING
Plastic Shrinkage: What Causes Plastic Shrinkage & How To Fix | CNCLATHING
 Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
 Common Types Of Surface Treatments For Plastic Injection Mold Tools – Which Is Best
Common Types Of Surface Treatments For Plastic Injection Mold Tools – Which Is Best
