What is injection molding
Injection molding is the most common manufacturing process for manufacturing plastic parts. It is a high-speed, repeatable process that quickly converts plastic materials into molded usable parts. Unlike other manufacturing processes, this process requires very little operator intervention once in progress. Operators are only needed for process setup, troubleshooting and part collection. The basic concept of injection molding is to take a solid plastic material, melt it into a liquid during plastic ation, force this liquid into a three-dimensional cavity during injection and solidify the material into a part during cure and ejection.
Basic injection molding process
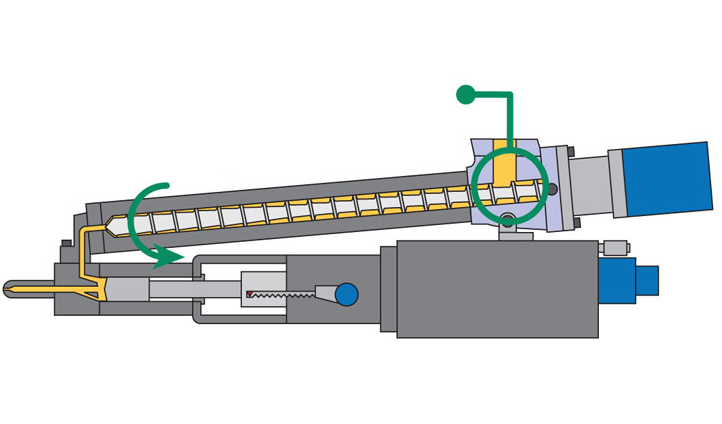
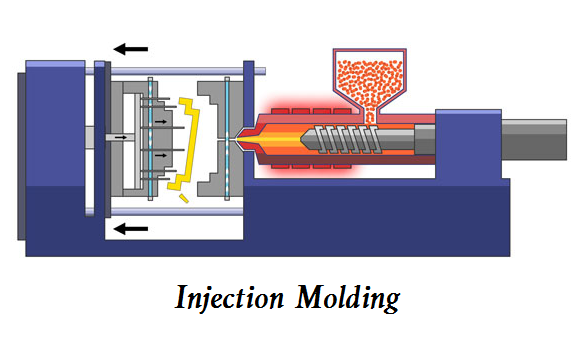
To begin this process, cycle cylindrical cuts of plastic material called pellets are fed into an injection molding machine through a hopper, the material then feeds into the barrel of the injection molding machine where an injection screw rotates, conveying the material down the barrel. As the plastic material is conveyed, it is compressed against the barrel wall which creates friction, this friction called shear melts the material when it rubs against another surface allowing the material to flow. Note a common misconception is that the barrel temperature melts the material in. Actually, it is a combination of the work of the screw rotating and forcing the resin on the hot barrel wall that melts the material. Once melted, the material flows through a component of the screw called the check ring and accumulates in front of the screw, the screw then acts as a plunger by pushing the melted resin through a melt delivery system called a runner into the core and cavity of the mold. The mold cools the material informs a solid shape of the core and cavity. Once the part cools, the mold opens and ejects a finished part.
Why use injection molding:
The ability to scale production up to a large scale is the primary advantage of injection molding technology. Once the initial costs have been paid, the price per unit during injection molded manufacturing is extremely low compared to other manufacturing methods. In addition, as more parts are manufactured, the price of each part tends to fall dramatically. Other injection molding advantages include: Injection molding is very repeatable, and injection molding produces low scrap rates relative to traditional manufacturing processes like CNC machining which cut away substantial percentages of an original plastic block or sheet.
Materials used & applications
Injection moulding can be performed with a variety of different materials including metals, glass, elastomers, confections and, most commonly, thermoplastic and thermosetting polymers.
Injection molding is used for a variety of applications in which a repeatable manufacturing process is required, such as in the automotive industry. This includes manufacturing items such as wire spools, packaging, bottle tops, toys, combs, musical instruments (and their components), chairs, small tables, storage containers, mechanical parts, and automotive parts and components, among other things.
 Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
 Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
 Classification of 8 Common Plastic Molds in CNC Machining
Classification of 8 Common Plastic Molds in CNC Machining
 Flow Lines In Injection Molding: How To Solve & Prevent | CNCLATHING
Flow Lines In Injection Molding: How To Solve & Prevent | CNCLATHING
 What Causes Dimensional Variations Of Injection Molding And How To Fix
What Causes Dimensional Variations Of Injection Molding And How To Fix
 Plastic Shrinkage: What Causes Plastic Shrinkage & How To Fix | CNCLATHING
Plastic Shrinkage: What Causes Plastic Shrinkage & How To Fix | CNCLATHING
