A lathe machine is a type of versatile machine tool used in CNC services, the basic parts of a turning lathe including headstock, spindle, chuck, tool post, compound rest, cross slide, tailstock, hand wheel, guideway, bed, lead screw, feed rod, leg, saddle, apron, carriage, and chip pan.
1. Turning
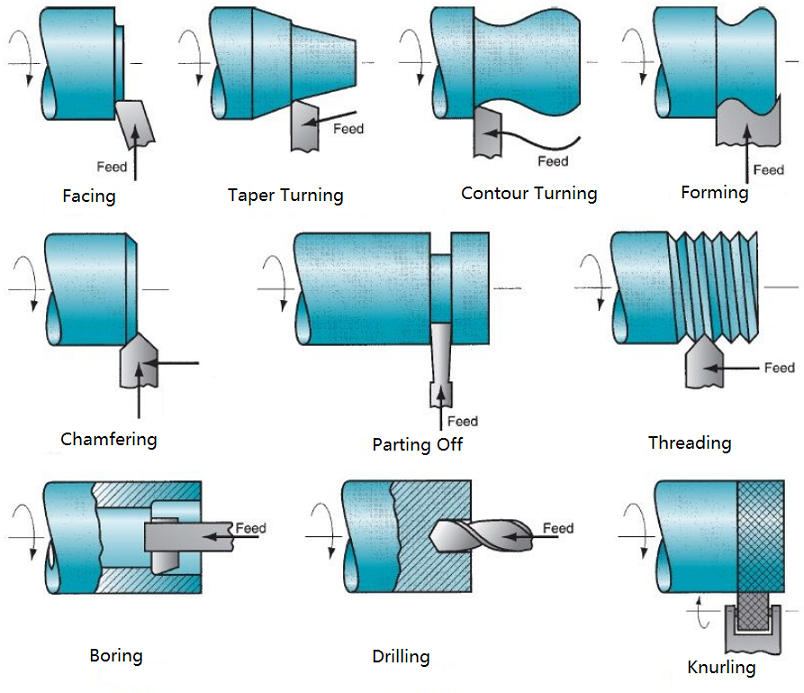
The most typical operation performed on a lathe machine, also one of the most common machining processes to manufacture CNC turning parts. In turning operation, the excess material on the bar stock will be removed by the cutter from the surface of the workpiece to obtain a cylindrical component of the desired shape and size. The feed is moved along the axis of rotation of the chuck, reduces the diameter of the cylindrical piece.
2. Facing
Facing is a machining process in which the facing tool removes material to produce flat surfaces at the ends of the workpiece. This operation is performed by feeding the tool perpendicular to the axis of rotation of the chuck.
3. Boring
Boring is a process of removing material from the hole of the workpiece to enlarge the existed hole, holes are bored using the help of a single-point cutting tool. There should be holes that have been drilled before performing the boring operation.
4. Drilling
Drilling is a process of making holes in the workpiece with the use of a drill, which is held in the tailstock and the drilling operation is done by advancing the drilling tool against the stock by rotating the handle of the tailstock.
5. Knurling
Knurling is a process of making indentation (recess or sharp depression) on the border of a workpiece by the knurling tool, which is pressed against the job to perform the knurling operation. The knurling operation can provide a better grip to the job.
6. Chamfering
Chamfering is the process of beveling the extreme ends of a workpiece, to remove the burrs, and protect the end of the part from being damaged, and to have a better look.
7. Parting Off
Parting off is the process of cutting or separating the workpiece after it has been machined to the required shape and size. Parting off is usually one of the last operations to perform on the part, security is of great importance.
8. Grooving
Grooving, also known as recessing or necking, is the process of creating a narrow slot or cavity of a certain depth on a cylinder, cone, or a face of the part, the groove shape, or a significant part of it will be in the shape of the grooving tool.
9. Forming
Forming is the process in which a convex, concave, or any irregular surface is formed on the workpiece with the forming tool, which has the required shape for the use of performing forming operation.
10. Taper Turning
Taper turning is a process in which a conical shape is produced on the part, during the tape turning operation, the feed is set at an angle to the piece. The diameter of taper turning parts changes uniformly from one end to the other.
11. Threading
Threading is the process of making threads on a cylindrical piece, produces a helical ridge of the uniform section. Threading on the lathe is performed by successive cuts with a threading tool that has the same shape as the thread form required.
12. Reaming
Reaming is a process of enlarging the hole with a rotary cutting tool called a reamer, including precision reamers that are designed to enlarge the size of the formed hole by a small amount but with high accuracy to achieve a specified diameter and leave a smooth finish, and non-precision reamers that are used for basic enlargement of holes or for removing burrs. The main purpose of reaming is to improve tolerance and surface finish, which is different from boring.
13. Tapping
Tapping is a process of cutting a thread inside a hole to make the cap screw or bolt can be threaded into the hole, or produce thread on a nut. The difference between tapping and threading is that threading is an operation that produces external threads while tapping is an operation in which internal threads are made. Also, the tools are different.
 What is Knurling & Knurling Tool | Common Problems and Tips for Knurling on Lathe | CNCLATHING
What is Knurling & Knurling Tool | Common Problems and Tips for Knurling on Lathe | CNCLATHING
 Guide to Boring Machining Process: Challenges, Tips and Methods of Boring Operation | CNCLATHING
Guide to Boring Machining Process: Challenges, Tips and Methods of Boring Operation | CNCLATHING
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
 Types & Classification Of CNC Machine Tools | Basics Of CNC Machining
Types & Classification Of CNC Machine Tools | Basics Of CNC Machining
 How to Cut Threads on a Lathe – Thread Cutting Speed, Tool, G-code & Methods
How to Cut Threads on a Lathe – Thread Cutting Speed, Tool, G-code & Methods
 What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
