Classification by processing route
CNC machine tools can be divided into point position control, linear control and contour control according to the relative motion mode of tools and workpieces.
1. Point control
The classified neutral point control mode of NC machine tools is that when the tool and workpiece move relative to each other, it will only control the accuracy of one point moving to another point, and will not consider the motion path and direction of connecting points. This control mode is mostly used in NC drilling machine, NC punch, NC coordinate boring machine, NC electric welding machine and so on.
2. Linear control
In the classification of NC machine tools, linear control refers to the relative movement of NC tool and workpiece. In addition to controlling the accurate positioning from the starting point to the end point, it also needs to ensure the linear cutting movement of parallel coordinate axis. Because only the linear feed motion parallel to the coordinate axis is done, the complex workpiece contour can not be machined. This control mode is applied to simple CNC machine tools, CNC milling machines and CNC grinding machines.
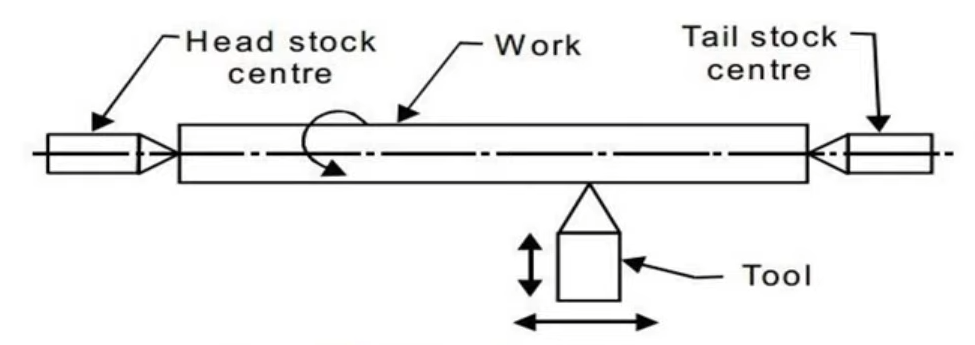
3. Contour control
The contour control of NC machine tool is that when the tool moves relative to the workpiece, it can control the movement of two or more coordinate axes at the same time (multi coordinate linkage). The motion trajectory of NC tool can be spatial curve, so it can process plane curve contour or spatial surface contour. In the mold industry, this kind of CNC machine tool is most used. The CNC machine tools using this kind of control mode include CNC lathe, CNC milling machine, CNC grinder and machining center.
Divided by servo system control mode
1. Open loop control CNC machine tool
Low price, poor accuracy and stability.
2. Semi closed loop control CNC machine tool
High precision and stability, moderate price and most common application.
3. Closed loop control CNC machine tool
High precision, difficult to control stability and high price.
Classification by processing method
According to different cutting methods, CNC machine tools can be divided into CNC lathe, CNC milling machine, CNC drilling machine, CNC boring machine, CNC grinding machine, etc. Some CNC machine tools contain more than two cutting functions, such as turning center focusing on turning and taking into account milling and drilling; Boring and milling machining center with milling, boring and drilling functions and with tool magazine and automatic tool change device (hereinafter referred to as machining center). In addition, there are various functions and different types of NC machining machines, such as NC WEDM, NC EDM forming, NC laser machining, plasma arc cutting, flame cutting, NC plate forming, NC press, NC plate shearing machine, NC hydraulic machine and so on.
Classification by type of numerical control device
1. Hardware numerical control
Early numerical control devices basically belonged to hardware numerical control (NC) type, which mainly used solidified digital logic circuit to process digital information. However, this numerical control device has few functions, complex circuit and low reliability, and has been eliminated.
2. Computer numerical control
Nowadays, the mainstream of numerical control system is microcomputer numerical control system. Numerical control system can be divided into single microprocessor numerical control system and multi microprocessor numerical control system according to the number of microprocessors (CPUs).
Classified according to the functional level of CNC system
CNC system is generally divided into three grades: advanced type, universal type and economic type. In fact, there is no exact grade limit. Reference evaluation indexes include CPU performance, resolution, feed speed, number of linkage axes, servo level, communication function and man-machine dialogue interface.
1. Advanced CNC system
The advanced CNC system in the classification of CNC machine tools adopts 32-bit or higher performance CPU, the number of linkage axes above five axes, and the resolution ≤ 0.1 μ m. Feed speed ≥ 24m / min (resolution 1) μ M) or ≥ 10m / min (resolution 0.1 μ M), digital AC servo drive, map high-performance communication interface, networking function and three digit dynamic graphic display function.
2. Universal CNC system
In the classification of CNC machine tools, the popular CNC system adopts 16 bit or higher performance CPU, the number of linkage axes below five axes, and the resolution is 1 μ M, feed speed ≤ 24m / min, AC and DC servo drive, RS232 or DNC (distributed numerical control) communication interface, CRT character display and plane linear graphic display.
3. Economical CNC system
In the classification of CNC machine tools, the economical CNC system is controlled by 8-bit CPU or single chip microcomputer. The number of linkage axes below 3 axes is 0.01mm, the feed speed is 6-8min, driven by stepping motor, with simple RS232 communication interface and displayed by nixie tube or simple CRT characters.
Divided by the number of linkage coordinate axes
1. 2 axis CNC machine tool
10. Any two of the Y and Z axes are interpolated and linked, and the third axis is fed separately, which is called 2.5 axis linkage. Select according to the surface roughness and the principle that the cutter head does not interfere with the adjacent surface Δ 10. In line cutting processing, the tool used is usually ball end milling cutter (i.e. finger milling cutter). It is not easy to interfere with adjacent surfaces when machining curved surfaces with this tool on NC machine tools, and the calculation is very simple. The cutter head radius of ball end milling cutter should be larger to improve surface processing quality, increase tool stiffness, heat dissipation, etc. However, the cutter head radius of NC machine tool should be less than the minimum curvature radius of surface.
When machining curved surface with ball end milling cutter on NC machine tool, it is always programmed with the data of tool center trajectory. Because the tool center track of 2.5-Axis coordinate machining is a plane curve, the programming calculation is simple, and the NC logic device is not complex. It is often used for rough machining with little curvature change and low precision requirements.
2. 3 axis CNC machine tool
The X, y and Z axes on the NC machine tool can be interpolated and linked at the same time. When machining curved surface with three coordinate linkage on NC machine tool, line cutting method is also generally used. The three-axis linkage NC tool path of NC machine tool can be plane curve or space curve. Three coordinate linkage machining is often used for accurate machining of complex surfaces. However, its programming calculation is complex, and the NC device used must have the function of three-axis linkage.
3. 4 axis CNC machine tool
In addition to the translation of X, y and Z axes, CNC machine tools also have the rotation of worktable or cutting tool. If the ball end milling cutter is used on the three-coordinate NC machine tool according to the line cutting method, the productivity is low and the surface quality is poor. Therefore, the cylindrical milling cutter is used for peripheral cutting and processed with a four coordinate milling machine, that is, in addition to the movement of three rectangular coordinates, in order to ensure that the cutter and the workpiece surface always fit together in the whole length, the cutter should also make swing angle linkage around 01 (or O2). Due to the swing angle motion, the rectangular coordinate system (Y in the figure) needs to make additional motion, and the programming calculation is complex.
4. 5 axis CNC machine tool
In addition to the translation of X, y and Z axes, CNC machine tools also have tool rotation and workbench rotation. One of the typical parts of five coordinate machining is propeller.
5. Machining center
The tool library is configured on the NC milling machine to store a different number of tools and inspection tools. The program is automatically selected and replaced in the processing process. The functions of milling, boring, drilling and tapping are concentrated on one equipment to realize the processing of multiple process means.
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
 CNC Machine Block Diagram: Systems & Components (Parts) of CNC Lathe Machine
CNC Machine Block Diagram: Systems & Components (Parts) of CNC Lathe Machine
 Advantages & Characteristics Of 4-Axis CNC Machining – Convertional Vs 4 Axis CNC Machining
Advantages & Characteristics Of 4-Axis CNC Machining – Convertional Vs 4 Axis CNC Machining
 What Are The Advantages & Characteristics Of CNC Machining | CNCLATHING
What Are The Advantages & Characteristics Of CNC Machining | CNCLATHING
 Classification of CNC Machine & System – What are the Types of CNC Machines | CNCLATHING
Classification of CNC Machine & System – What are the Types of CNC Machines | CNCLATHING
