There are the differences between machining center and CNC milling machine in programming.
T Code
There is no tool magazine in CNC milling machine, so t code is not needed to manage the tool magazine, which is managed by the operator. When programming command: M00: let the CNC system stop running, after the operator changes the tool, press the cycle start button, the CNC system continues to run. When the capacity of the tool magazine of the CNC machining center is not enough, it can also command M00, and the operator will change the tool. At this time, the CNC machining center is the CNC boring and milling machine.
M06 and M19 Codes
– M06 is the tool change command and M19 is the spindle orientation command. When there is a tool magazine, in order to exchange CNC tools, command M06 to exchange the tools on the tool magazine and the CNC tools on the spindle. Because CNC milling machine has no tool magazine, and can not use M06 command to make it exchange with the tool on the spindle, so there is no M06 command.
– When changing tool, in order to make the keyway on the handle align with the end key on the spindle end, M19 command is needed on the CNC machining center. Since M19 is included in M06, there is no need to give a separate instruction.
– M19 instruction is required on CNC machining center. Since M19 is included in M06, there is no need to give a separate instruction. When the NC milling machine changes the tool, the operator aligns the keyway on the tool handle and the key on the spindle end face, so the M19 instruction is not necessary here.
– CNC machining center and CNC milling machine in the tool change point is not the same. The CNC machining center has a tool magazine, so it is necessary to change the tool at a fixed point, which is usually set at the reference point, some at the first reference point, some at the second, third or fourth reference point, which is determined by the structure of the CNC machine tool. G28 or g30pn is used to command the spindle to return to the reference point to exchange NC tools. CNC milling machine is the operator tool change, according to the condition of the workpiece in the position convenient for manual operation, use G00 command to let the spindle return to the tool change point.
– CNC machining center is a fixed-point tool change, in order to make the spindle accurately return to the reference point, the CNC tool length compensation must be removed before tool change, and the CNC milling machine is not too harsh. In the process of tool length compensation in CNC machining center, if the cleaning position is not selected properly, it is easy to cause accidents.
G76 and G89 Codes
G76 is a fine boring cycle, G89 is dwell boring cycle, because the CNC mill may not have M19 instruction, so the two codes can not be executed. In the actual processing, the CNC milling machine can use G88 command (manual tool withdrawal) to realize the function of G96. The operator manually moves the tool to the opposite direction of the tool tip at the bottom of the hole, and then manually lets the CNC tool exit from the bottom of the hole. After quitting, move back to the direction of the tool tip, the effect is the same. As for the decomposition action of boring programming canned cycle with dwell, with the cooperation of the operator, dwell boring can still be carried out. CNC machining center and CNC milling machine in the interpolation instruction programming is the same.
It can be seen from the above analysis that CNC machining center and CNC milling machine have the same boring process capability. If it is only because of the difference of T code and individual M code canned cycle code, it is not necessary to divide them into CNC machining center programming and CNC mill programming.

 Hole Machining Operations & G-Code | How to Machine/Cut a Hole on Milling Machines | CNCLATHING
Hole Machining Operations & G-Code | How to Machine/Cut a Hole on Milling Machines | CNCLATHING
 CNC Lathe Programming Guide & Tips – How to Make CNC Turning Program | CNCLATHING
CNC Lathe Programming Guide & Tips – How to Make CNC Turning Program | CNCLATHING
 Haas G Codes & M Codes List for CNC Lathe and Mill – Haas & Fanuc G-Code and M-Code PDF Download| CNCLATHING
Haas G Codes & M Codes List for CNC Lathe and Mill – Haas & Fanuc G-Code and M-Code PDF Download| CNCLATHING
 Guide to Boring Machining Process: Challenges, Tips and Methods of Boring Operation | CNCLATHING
Guide to Boring Machining Process: Challenges, Tips and Methods of Boring Operation | CNCLATHING
 Is There Any Difference Between CNC Machining Center And CNC Lathe
Is There Any Difference Between CNC Machining Center And CNC Lathe
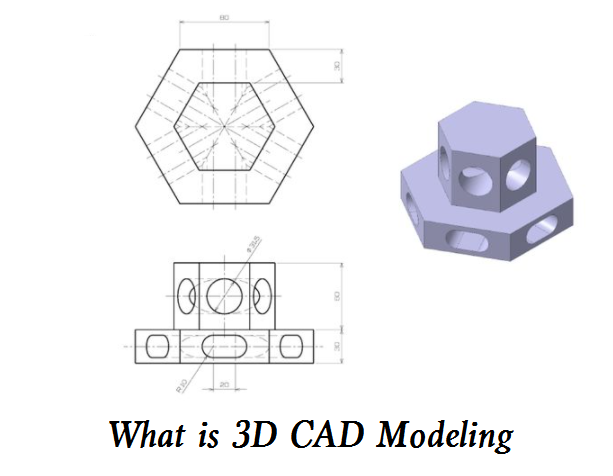 How to Convert 2D Drawing to 3D in AutoCAD – What is 3D CAD Modeling
How to Convert 2D Drawing to 3D in AutoCAD – What is 3D CAD Modeling
