1) Boring tool
After the boring bar is mounted, observe whether the upper plane of the main tool edge of the boring tool is on the same horizontal plane as the feed direction of the boring tool head, to ensure the cutting edges be at the normal machining cutting angle.
2) Trial boring
The boring tool should reserve with an allowance of 0.3-0.5mm, when expanding the bore, adjust the allowance of rough boring ≤0.5mm, to ensure that the subsequent finishing boring machining can meet the allowance requirements.
3) Tips and precautions for boring
– Check out whether the work holding, workpiece positioning, and clamping are stable and reliable before machining.
– Check out if the spindle repeated positioning accuracy and dynamic balance accuracy meet the requirements of CNC manufacturing
– Measure the diameter of the initial hole with a caliper and calculate the reserved machining allowance.
– Check out the dynamic gravity overhang value of the boring bar during the trial boring process, and reasonably modify the cutting parameters to reduce the impact of centrifugal cutting vibration.
– According to rough boring, semi-finish boring, and finishing boring, reasonably allocate the boring allowance, recommended: rough boring – 0.5mm, semi-finish and finishing boring – 0.15mm.
– Add fine boring steps for difficult-to-machine materials and high-precision boring, the boring allowance is not lower than 0.05mm.
– In the tool set of the boring bar, pay attention to avoid the impact between the working part (blade and base) of the tool and block, prevent tool damage, or affect the machining accuracy due to the guiding groove changing the boring tool adjustment value.
– The boring machining process should keep cool, and increase lubrication to reduce cutting force when necessary.
– Remove the chip appropriately and prevent the chips from engaged in the second cutting.
– Check the tool wear frequently and replace the damaged cutter instantly, to ensure the machining quality and accuracy of hole boring, measure the processed hole carefully.
 Haas G Codes & M Codes List for CNC Lathe and Mill – Haas & Fanuc G-Code and M-Code PDF Download| CNCLATHING
Haas G Codes & M Codes List for CNC Lathe and Mill – Haas & Fanuc G-Code and M-Code PDF Download| CNCLATHING
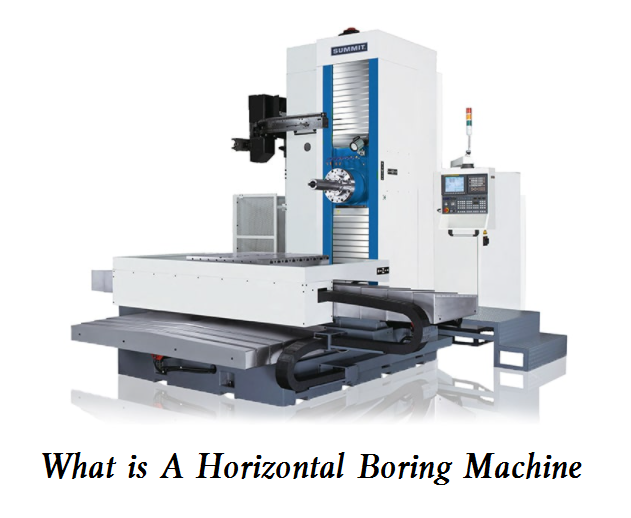 Difference Between Horizontal and Vertical Boring Machine – Types of Horizontal Boring Machines
Difference Between Horizontal and Vertical Boring Machine – Types of Horizontal Boring Machines
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
 The Causes to Deformation and Surface Blackening of Aluminum Alloy Parts
The Causes to Deformation and Surface Blackening of Aluminum Alloy Parts
 CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
