- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2022.12.22
Due to the high thermal expansion rate of aluminum alloy parts, it is easy to deform in the manufacturing of thin-walled plates. Especially in the case of free forging, there are large machining allowance and large deformation. In this guide, we discuss the causes to the deformation and surface blackening of aluminum alloy parts.
The machining deformation of aluminum alloy parts is related to the material, part shape, production conditions and the nature of cutting fluid. It includes deformation caused by internal stress of blank, deformation caused by cutting force and cutting heat, and deformation caused by clamping force.
(1) Reduce the internal stress of sheet metal
Through natural aging, artificial aging and vibration, the internal stress of the billet can be eliminated to a certain extent. Pretreatment technology is also a very effective production process. For thick billets, there is a lot of space, so the deformation after processing is also very large. If the surplus parts are treated in advance, the remaining parts of the parts are minimized, which can not only reduce the processing deformation of the subsequent process, but also make the pretreated parts stored for a long time, so that the internal stress can be relieved.
(2) Improve cutting performance of tools
Tool material and geometric parameters have great influence on cutting force and cutting heat. Tool selection is very important to reduce cutting deformation.
The geometric parameters of the tool are selected properly.
– Front angle: On the premise of ensuring the strength of the blade body, the front angle shall be properly selected, so that the sharp edge can be ground, the cutting deformation can be reduced, the chip can be discharged smoothly, and the cutting force and cutting temperature can be reduced. Avoid using tools with negative angles.
– Back angle: The size of the back angle directly affects the cutting surface of the tool and the quality of the machined surface. The cutting thickness is a very important factor in determining the back angle. In the rough milling process, due to the large feed, cutting load and heat generation, a good heat dissipation environment is required, so a small back angle must be selected. During precision milling, a sharp cutting edge is required to reduce the friction between the rear tool face and the cutting surface and reduce its elastic deformation.
– Helix angle: in order to ensure the smoothness of milling and reduce the milling force, larger helix angle shall be selected as far as possible.
Main declination angle: appropriately reducing the main declination angle can improve the thermal radiation condition of the processing area and reduce the average temperature of the processing area.
Improve the construction of tools
Reduce the number of milling cutter teeth and increase the cutting clearance. Due to the large plasticity of aluminum alloy and the large cutting deformation in the process of machining, a larger chip holding groove bottom radius and a smaller number of milling cutter teeth are required. For example, φ Two serrations for milling cutters 20 mm or smaller; φ 30~ φ It is better to use three cutting edges for 60 mm milling cutter to prevent deformation of thin-walled aluminum alloy parts due to blockage of cutting fluid. Fine grinding of saw teeth: The roughness of the cutting edge of the saw blade shall be Ra=0.4 μ m. Before using a new blade, use a fine grinding stone to grind it before and after, to remove the residual burrs and slight serrations on the blade. This method can not only reduce cutting heat, but also reduce cutting deformation.
3) Strictly control the wear standard of tools:
After tool wear, the surface roughness of the workpiece increases, the cutting temperature increases, and the deformation of the workpiece increases; Therefore, in addition to selecting a tool with good wear resistance, the wear benchmark of the tool shall not exceed 0.2 mm, otherwise bone spur may be formed. In the cutting process, in order to avoid the deformation of the workpiece, it is usually not allowed to exceed 100 ℃.
4) The way of clamping the workpiece is improved.
For aluminum alloy thin-walled parts with low stiffness, in order to reduce its deformation, the following clamping methods can be adopted:
For thin-walled bearing bush parts, if the three jaw self centering chuck or elastic chuck is used for radial clamping, the workpiece will inevitably deform after processing. At this time, the axial end face with good stiffness shall be used for extrusion. According to the position of the internal hole of the part, make a drill pipe with thread, cover it in the internal hole of the part, press the end face with a cover plate, and then fix it with a nut. When machining the excircle, the clamping deformation can be prevented, and the machining accuracy can reach the ideal.
In the processing of thin-walled thin plate parts, in order to obtain uniform clamping force, the use of vacuum suction cups and a small amount of cutting can effectively avoid the deformation of the workpiece.
Alternatively, the filling method can be used. In order to improve the processing stiffness of thin-walled parts, the workpiece can be filled with medium, thus reducing the deformation of the workpiece during clamping and cutting. For example, inject the urea solution containing 3%~6% potassium nitrate into the workpiece, and then treat it, immerse it in water or ethanol, and then dissolve it and pour it out.
(5) Reasonably arrange the process
In high speed machining, vibration is often caused due to large machining allowance and intermittent cutting, which affects machining accuracy and surface roughness. Therefore, the process flow of CNC high speed cutting can be divided into rough machining – semi finishing – angle cleaning – finishing and other processes. For precision workpieces, the finishing can be completed only after twice and half finishing. By rough machining, the workpiece can be naturally cooled, thus reducing the internal stress caused by rough machining, thereby reducing the deformation of the workpiece. The remaining space after rough machining should be larger than the deformation, usually 1-2 mm. During finish machining, the finish machined surface of the workpiece shall maintain a uniform machining allowance, usually 0.2~0.5 mm, so as to achieve a stable effect during machining, thus greatly reducing cutting deformation, improving the machining quality of the workpiece and ensuring the accuracy of the workpiece.
Aluminum alloy materials will deform in the manufacturing process. In addition to the above factors, its use method is also very important.
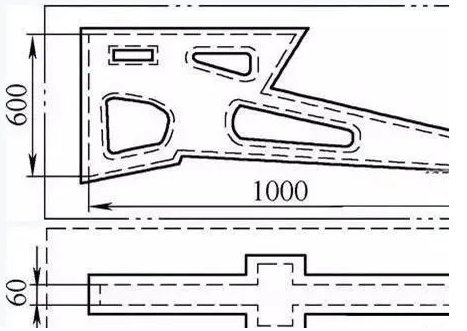
(1) For workpieces with large machining allowance, symmetrical machining process shall be adopted to ensure good heat dissipation conditions during machining to prevent heat concentration. If a 90 mm thick plate is to be processed to 60 mm, if one side is milled, the other side is to be milled immediately, and the final size is to be processed at one time, with a flatness of 5 mm; If multiple feed symmetrical processing is adopted, the flatness can be ensured to be 0.3 mm by twice each time.
(2) A plurality of die cavities are arranged on the sheet member. In the manufacturing process, it is not allowed to carry out the first mock examination and the first mock examination in sequence, otherwise the force on the workpiece will be uneven and deformation will occur. The layered and multi-channel process shall be adopted to complete all mold cavities in the same time for each layer process as much as possible, and the next layer shall be processed to ensure the stress on each layer and reduce deformation.
(3) The change of cutting force and cutting heat is reduced by changing the cutting amount. Among the three factors, the back feed has a greater influence on the cutting force. If the cutting allowance is too large and the cutting force is too large, it will not only cause the deformation of the workpiece, but also affect the rigidity of the machine tool spindle, reducing the service life of the tool. If the number of cutter heads is reduced, the output will be reduced. However, the problem can be solved by using high-speed milling on CNC. In the case of reducing the back feed, the cutting force of the tool can be reduced and the machining efficiency can be ensured by increasing the feed speed and the speed of the machine tool.
(4) In the process of machining, thin-walled workpieces are deformed due to clamping, and even precision machining cannot be avoided. In order to reduce the deformation of the workpiece to the greatest extent, you can first loosen the compression piece, let it freely return to its original state, and then slightly pressurize it until it can grasp the workpiece, so that it can be satisfactorily treated. Therefore, the best position of the clamping force is the supporting surface. The clamping force should be applied along the direction with good rigidity of the workpiece, and the clamping force should be reduced as much as possible to ensure that the workpiece does not become loose.
5) When machining the parts with the cavity, do not insert the milling cutter into the parts directly like a drill bit, so as to avoid insufficient chip clearance of the cutter and poor chip removal, which may cause the parts to overheat, expand, break or break. First, drill holes with the same size or larger than the milling cutter, and then use the milling cutter for milling. Another method is to use CAM software to manufacture spiral cutting machines.
The metal mold is usually used for aluminum oxidation treatment of aluminum alloy, which has good fluidity and plasticity, but is easy to blacken in use for the following reasons:
(1) Problems in the production process. The aluminum alloy die castings are poorly treated after cleaning and pressure inspection, which provides a favorable environment for the mildewing and blackening of aluminum alloy die castings, thus speeding up the mildewing of products.
(2) The warehouse is poorly managed. In different warehouses, the mildew of aluminum alloy die-casting products is different.
(3) Internal cause of aluminum alloy (interface). Many aluminum alloy die-casting enterprises have not undergone any cleaning or simple washing during die-casting and machining, which will lead to the emergence of mold release agent, cutting fluid, saponification liquid and other corrosive substances on the surface of die cast aluminum, thus accelerating the time for aluminum alloy die-casting parts to become moldy and black.
(4) External environment of aluminum alloy. Aluminum is a kind of active metal. In a specific environment, due to its own nature, it is easy to oxidize, mildew and blacken.
(5) Select an unsuitable cleaner. The selected cleaning solution has strong corrosion and oxidation to die cast aluminum.
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 What Are The Factors Of Mechanical Parts Deformation During Machining?
What Are The Factors Of Mechanical Parts Deformation During Machining?
 3 Process and 6 Options to Quickly Deal With the Deformation of Aluminum Alloy Parts
3 Process and 6 Options to Quickly Deal With the Deformation of Aluminum Alloy Parts
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
 CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
 How to Prevent & Reduce Part Deformation in Aluminum CNC Machining
How to Prevent & Reduce Part Deformation in Aluminum CNC Machining
