- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2021.2.26
The CNC lathe is one of the most versatile and common pieces of equipment used in manufacturing. The operations done on a CNC lathe are facing, turning, taper turning, thread cutting and knurling. In the last article, we explained different parts and types CNC lathe machines, today we are going to be discussing each of these CNC lathe machine operations.

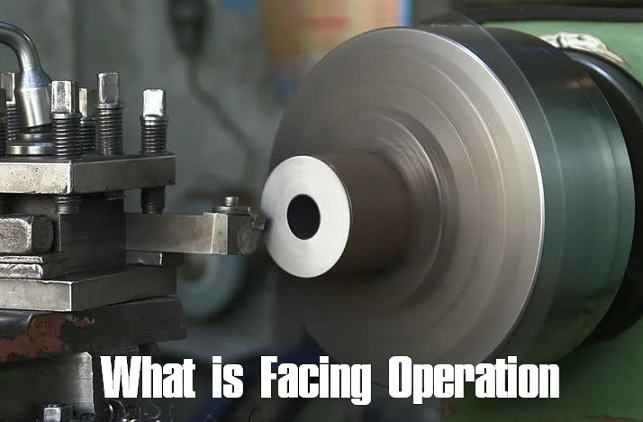 What Is Facing – Facing Operation on Lathe Machines & Facing vs. Turning vs. Milling
What Is Facing – Facing Operation on Lathe Machines & Facing vs. Turning vs. Milling
 Basic Lathe Operations – Facing, Turning, Taper Turning, Parting Off | CNCLATHING
Basic Lathe Operations – Facing, Turning, Taper Turning, Parting Off | CNCLATHING
 What Causes Lathe Vibrate & Measures To Vibration In Lathe Machine
What Causes Lathe Vibrate & Measures To Vibration In Lathe Machine
 CNC Drilling – The Perfect Collaboration Among Using Drilling, Boring, & Reaming
CNC Drilling – The Perfect Collaboration Among Using Drilling, Boring, & Reaming
 Different Types of Machine Tool Shanks and Standards: Taper Shank & Hollow Taper Shank
Different Types of Machine Tool Shanks and Standards: Taper Shank & Hollow Taper Shank
 What is Knurling & Knurling Tool | Common Problems and Tips for Knurling on Lathe | CNCLATHING
What is Knurling & Knurling Tool | Common Problems and Tips for Knurling on Lathe | CNCLATHING
