1.No matter what kind of programming method is used, the shape and position dimensions of the part structure are required to mark the dimensions from the same datum or give the coordinate dimensions directly. In this way, not only can the dimensions coordinate with each other, but also the programming is more convenient, the design is more convenient, and the consistency between the manufacturing and testing datum and the programming origin setting is maintained.
2.Before CNC milling, if you want to unify the process dimensions, you can change the coordinate system and solve the process dimension chain. In addition, there are some closed dimensions, which can not be programmed directly according to the nominal dimension. When programming, the dimension chain is calculated, and the size of the round hole position is adjusted, so that the hole distance after processing can meet the requirements.
3.When analyzing the process of part drawing in CNC milling, we should also analyze the quality requirements of machining, such as whether the dimensional machining accuracy, geometric tolerance and surface roughness can be guaranteed under the existing processing conditions, and whether there are more economic processing methods.
4.The machining accuracy of CNC milling machine is high, but it is necessary to carefully analyze the structural characteristics of thin web and flange parts. This kind of parts are easy to produce elastic deformation, because in the actual processing, the role of cutting force is too large, which will not only affect the surface roughness of the sheet, but also affect the machining accuracy, especially when the sheet area is large and the thickness is less than 3mm, we should pay attention to this problem, in order to ensure the machining accuracy, we should take corresponding measures. In order to reduce the cutting force and control the deformation of the parts, the cutting depth and speed of the feed are reduced. The cyclic programming function of CNC machine tool is used to reduce the programming workload.
5.In the process of CNC milling, the same milling cutter and the same tool compensation value are programmed and processed at the same time, and the dimensional tolerance zone of each part of the part contour is different, so it is difficult to ensure that the dimensions of each part are within the tolerance range at the same time. At this time, the method of taking into account all the dimensional tolerances is adopted. In the programming calculation, the moving tolerance zone of the outline dimension is changed into the symmetrical tolerance zone. When using the same milling cutter and the same tool radius compensation value for machining, the dimensions in brackets should be selected for calculation and programming.
6.When rc0.2h, it can be judged that the processability of this part is not good. At this time, although the processing technology is poor, without the consent of the designer, the same diameter milling cutter should be selected for rough and finish machining respectively, so as to ensure the requirements of the inner transition arc radius on the parts.
7.In the process of CNC milling parts, it is important to keep the numerical consistency of multiple concave arc radii. If it can not be completely unified, the arc radii with similar values should be grouped close to each other, so as to achieve local unity, reduce the milling cutter specifications and tool changing times, avoid increasing the tool contact mark on the machined surface of parts, and reduce the surface quality.
8.Another reason that affects CNC milling is that the larger the fillet radius of the groove bottom of the part or the fillet radius r at the intersection of the web and the edge plate, the worse the milling ability of the end edge of the milling cutter is, and the lower the efficiency is. The maximum diameter of the milling cutter in contact with the milling plane D = D_ The larger the 2R, D and the smaller the R, the larger the area of the milling plane of the end edge of the milling cutter is, the stronger the ability to process the plane is, and the better the milling processability is. When R is too large, rough machining with milling cutter with smaller R can be preferred (attention should be paid to prevent r from being “overcut”), and then finish machining with milling cutter with r meeting the requirements of parts.
Therefore, before analyzing the drawing process of parts in CNC milling, we need to consider many factors to select the best scheme.
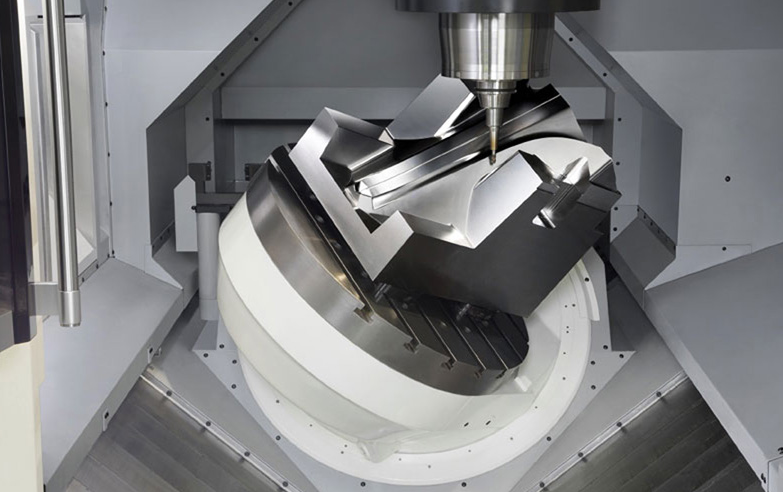
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 Top 10 Best AI for CNC Machining Program, CAM/CDM Design, G-Code Generate (Free & Paid)
Top 10 Best AI for CNC Machining Program, CAM/CDM Design, G-Code Generate (Free & Paid)
 Application Analysis of CNC Machining in Mechanical Engineering Technology | CNCLATHING
Application Analysis of CNC Machining in Mechanical Engineering Technology | CNCLATHING
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
 CNC Lathe Programming Guide & Tips – How to Make CNC Turning Program | CNCLATHING
CNC Lathe Programming Guide & Tips – How to Make CNC Turning Program | CNCLATHING
 CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
