CNC milling is a machining process can make slots or ribs of various sections, flat surface in vertical, horizontal and inclined planes, surfaces of revolution, helical grooves and more. For milling operations, the feed rate may be in per tooth, which means that you need to know the number of cutting edges, teeth, or flutes on the tool. Here let’s see an example of how to calculate the milling machining time.
Milling Machining Time Calculation Example:
A slot of 25*25mm is milled in a part of 300mm length using a side and face milling cutter of diameter 100, width 25mm and 20 teeth, the depth of cut is 5mm, feed per tooth is 0.1mm and cutting speed is 35m/min, tool approach and over travel distance of 5mm each, how long it requires?
In this question, we need to calculation the machine time of the milling process, the original formula is T=L/f*N, how to get each value in the formula?
1. L (Length)
Firstly, the depth of cut is 5mm, which means the tool only can cut 5mm in one time, so to cut 25mm, the tool needs to do it 5 times, then the number of passes is 5. The formula will become T=L*No. Of passes/f*N.
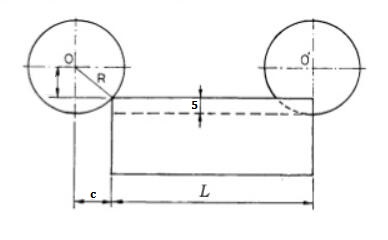
Secondly, the length in this question is obviously not 300, it has to cover the tool approach and over travel as well, in addition, since the depth of cut is not equal to the radius of the milling cutter and it is smaller than the radius, so the point of contact will below the horizontal level of the center, if you want to start machining this material, you can’t directly start from the bottom part because you will bring the cutter firstly touch the top point, the whole depth will not be engaged by the cutter initially, what you need to do is push the cutter into the workpiece up to a certain distance, after that, it can fully engage with the depth then start machining, this distance is the compulsory distance (c in the following picture), which needs to be added to the length, compulsory distance²=50²-(50-5)², so the compulsory distance=21.79, so the L=length of the job+tool approach+tool over travel+compulsory distance=300+5+5+21.79=331.79mm.
 What Is SFM in Machining – SFM Definition, Units, Formula, Calculation & SFM to RPM
What Is SFM in Machining – SFM Definition, Units, Formula, Calculation & SFM to RPM
 Carbide & HSS Reamer Speeds and Feeds (RPM) Chart in Metric
Carbide & HSS Reamer Speeds and Feeds (RPM) Chart in Metric
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
 CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
