- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2020.4.1

 Copper Tubing Types, Dimensions & Measurement – Standard Copper Pipe Size Chart (OD, ID & Thickness)
Copper Tubing Types, Dimensions & Measurement – Standard Copper Pipe Size Chart (OD, ID & Thickness)
 How To Improve Chip Breakage In Turning Operation – Best Chip Control Tips While Turning
How To Improve Chip Breakage In Turning Operation – Best Chip Control Tips While Turning
 What is Peck Drilling – Peck Drilling Meaning, Cycle, G Codes, Depth, Speed, Uses & Examples
What is Peck Drilling – Peck Drilling Meaning, Cycle, G Codes, Depth, Speed, Uses & Examples
 What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
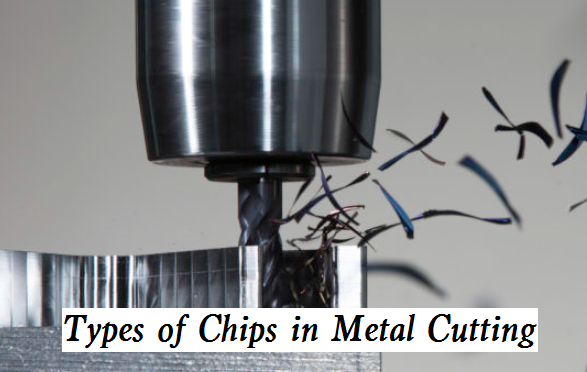 Types of Chips in Metal Cutting – How Do Chips Affect the Cutting Process
Types of Chips in Metal Cutting – How Do Chips Affect the Cutting Process
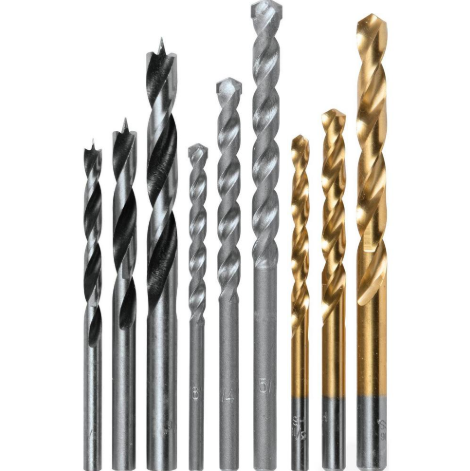 Drill Bit Selection Guide – How to Select a Right Drill | CNCLATHING
Drill Bit Selection Guide – How to Select a Right Drill | CNCLATHING
