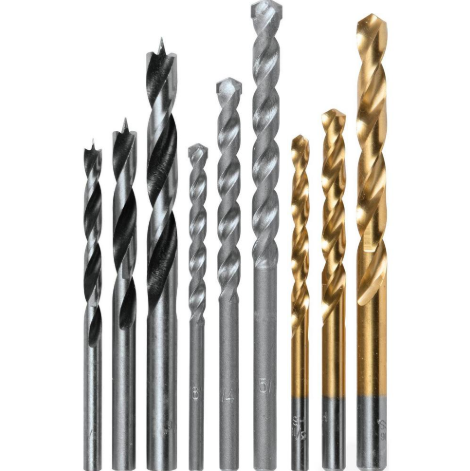
Based on the applications or objects they work with, the drill bit can be classified into the following types.
– Wood bits: used for drilling into the wood workpiece. Wood drill bits can be identified by a small, pointed tip at the very end. Titanium-coated wood drill bits can last a long time.
– Steel bits: used to drill soft metal parts, or softwood materials.
– Masonry bits: used for drilling into parts made from stone, concrete, bricks, plaster, etc. Masonry drill bits usually have a gently sloping tip. Carbide coating on the tip of masonry bit can prolong its sharpness.
– Metal bits: versatile for a variety of applications, with a wide-angled point at the end.
– SDS bits: usually used on rotary hammer drills.
Common industrial drill bits can be divided into two categories: insert and twist. Insert drill bits are relatively budget and easy to use, there is no need to sharpen the bit, but insert bits may leave a burr at the outlet of the hole. Twist drill bits are commonly used in drilling services for general purposes, they are characterized by the helix and spiral fluted profiles. In metalworking based on CNC machining technologies, some special types of drill bits are applied.
– Indexable bits: a type of insert drill bit features ceramic inserts as cutting edges for inner and outer spans of the cut. Indexable bits are generally employed in CNC manufacturing and able to produce large holes quickly.
– Spade drill bits: consists of a metal body and a removable bit that is clamped into a precise slot, the bit usually comes in a twist pattern, with special notches along the cutting edge, for eliminating long chips, used in manual processing.
– Ejector bits: can be equipped with single or multiple cutting heads, suitable for deep hole drilling.
For woodworking CNC drilling, there are flat bits, dowel bits, and augur bits, these tools are commonly applied on CNC lathes and milling machines. Knowing about more varieties of drill bits and their specifications can help you find the right choice faster.
 Hardest and Strongest Drill Bits – Best Drill Bit Material for Steel
Hardest and Strongest Drill Bits – Best Drill Bit Material for Steel
 Drill Bit Material Comparison & Types – What is the Best Drill Bit Material | CNCLATHING
Drill Bit Material Comparison & Types – What is the Best Drill Bit Material | CNCLATHING
 Twist Drill Bit Guide: Materials, Uses, Advantages and Disadvantages
Twist Drill Bit Guide: Materials, Uses, Advantages and Disadvantages
 Best Drill Bit Sharpener 2025 – Top 10 Industrial Drill Bit Sharpening Machines
Best Drill Bit Sharpener 2025 – Top 10 Industrial Drill Bit Sharpening Machines
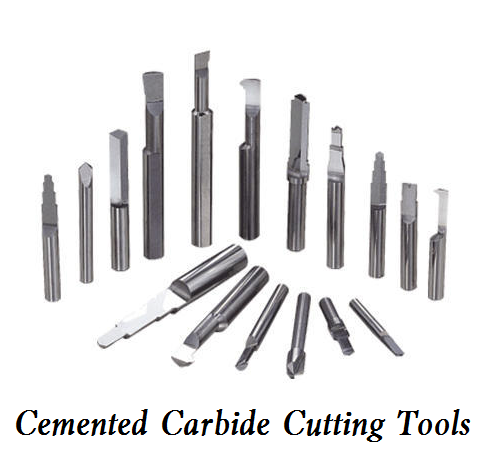 What is Cemented Carbide – Cemented Carbide Properties, Types & Applications
What is Cemented Carbide – Cemented Carbide Properties, Types & Applications
 Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
