- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2021.10.27
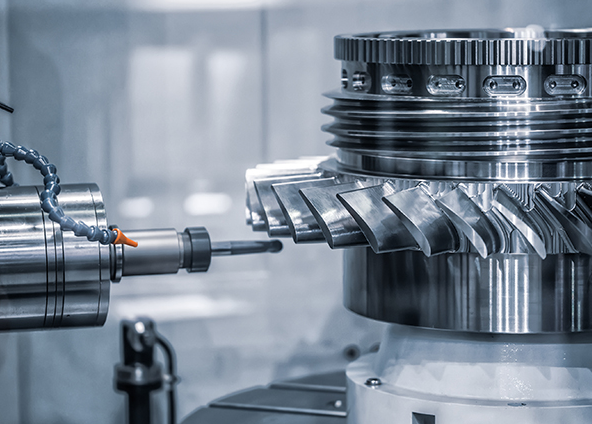
In modern manufacturing industry, CNC machines have been widely popularized and applied because of their advantages of good machining flexibility, high machining efficiency and high machining precision. Among the performance indexes of CNC machines, machining accuracy is the most important index, which is not only an important embodiment of the development level of mechanical manufacturing industry, but also one of the important indexes to measure the technical level and industrial production level. Here is the research on error compensation for improving machining accuracy of CNC machine.
 Application Of Error Compensation In Improving Machining Accuracy | CNCLATHING
Application Of Error Compensation In Improving Machining Accuracy | CNCLATHING
 Types of Cutter Compensation: Tool Length & Cutter Radius Compensation Definition and G-Code
Types of Cutter Compensation: Tool Length & Cutter Radius Compensation Definition and G-Code
 Spring Stiffness Formula & Constant Calculation
Spring Stiffness Formula & Constant Calculation
 What is the Compensation Function of CNC Lathing?
What is the Compensation Function of CNC Lathing?
 CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
