- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2021.12.28
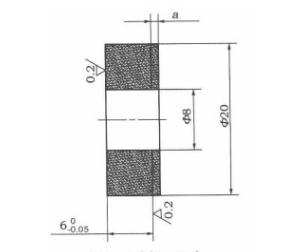
There are many sizes and specifications of ceramic workpieces, and the accuracy level required by various workpieces is also high. This paper takes the workpiece shown in Figure 1 as an example, and a in the figure is the thinning size required in the grinding process. The methods of measuring dimensions can be divided into direct measurement method and indirect measurement method.
1. Direct measurement method
(1) Manual off-line measurement, manually remove the workpiece and measure the size of the workpiece. In the process of mass production, repeated processing and testing result in high labor intensity.
(2) On line active measuring device for grinding machine. The device can only measure the outer circle of the workpiece and obtain the diameter dimension data of the workpiece, but can not obtain the thickness dimension of the workpiece, and can not solve the problem of on-line detection and real-time display of the thickness dimension of the workpiece.
2. Indirect measurement method
The thickness dimension of the workpiece can also be obtained indirectly by detecting the relative distance between the detection element and the machined surface of the workpiece. The methods that can realize indirect measurement mainly include the following:
(1) Automatic probe
Automatic probe is often used in workpiece size detection of CNC machine. This type of probe has the advantages of high detection accuracy, but the disadvantage is that it needs to be used in the shutdown state. This type of probe is not suitable for batch automatic thinning.
(2) Laser ranging sensor
Laser ranging sensor is used in product thickness detection, relative distance detection and other occasions, and its accuracy can reach 7 μ m、20 μ m、40 μ M et al. The utility model has the advantages of high measurement accuracy, large measuring range, small volume, convenient installation and commissioning, on-line continuous measurement, etc.
(3) Other methods
In addition to the above common ranging methods, there are ultrasonic testing method, magnetic thickness measurement method, eddy current thickness measurement method, electrolytic thickness measurement method, etc. Among the above common methods 7 μ M-class laser ranging sensor can achieve the required accuracy. However, the vibration resistance of the detection element is poor, and the on-line detection without shutdown requires very high rigidity of the machine base. If the intermediate shutdown detection reduces the machining efficiency, and the existence of cutting fluid also affects the detection accuracy of the method, so it is not suitable for this type of special grinder. Other methods are not suitable for the application of this grinder because they are not vibration resistant or have low precision and high price.
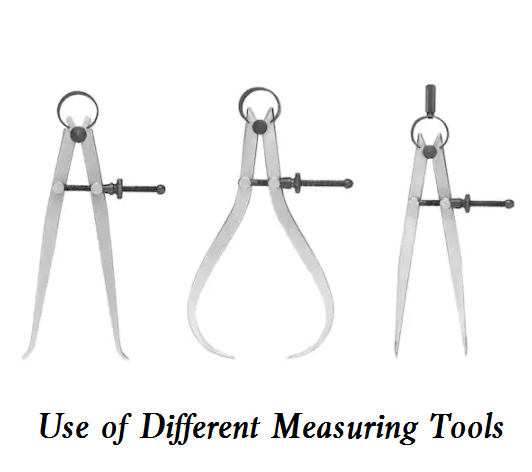 How to Use A Steel Ruler, Internal and External Caliper & Feeler Gauge
How to Use A Steel Ruler, Internal and External Caliper & Feeler Gauge
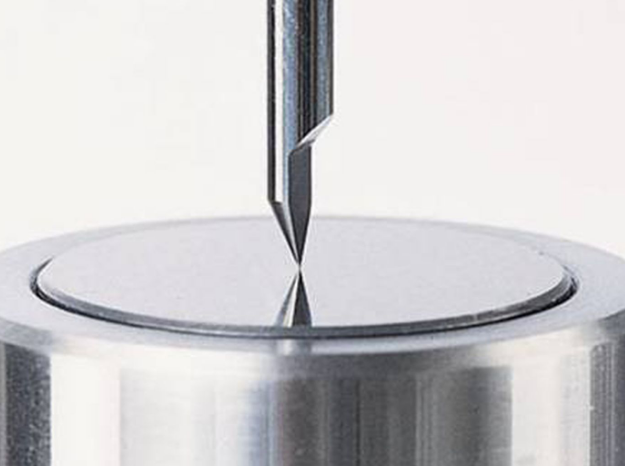
 What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
 How To Test The Positioning Accuracy of Machining Center | CNCLATHING
How To Test The Positioning Accuracy of Machining Center | CNCLATHING
 Guide to Centerless Grinding Machine: Advantages, Working Principle and Parts
Guide to Centerless Grinding Machine: Advantages, Working Principle and Parts
 What is Grinding Process & How It Works – Different Types of Grinding
What is Grinding Process & How It Works – Different Types of Grinding
 Treatment Of Common Tool Setting Problems In CNC Machining – Principle Analysis, Main Methods & Measures
Treatment Of Common Tool Setting Problems In CNC Machining – Principle Analysis, Main Methods & Measures
