
Grinding can get high precision and a good surface finish on the workpiece, this article will talk about what grinding is in manufacturing, how it is done, types of grinding, as well as differences between grinding and turning/milling.
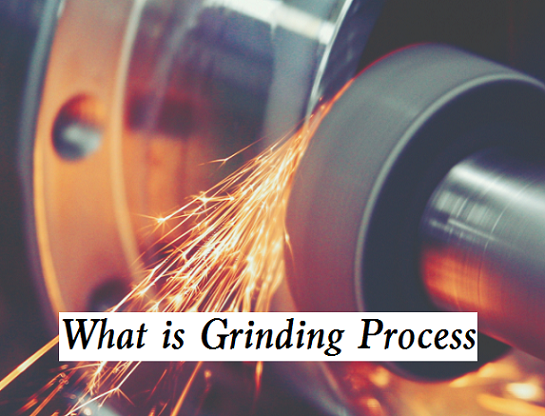
What Is Grinding in the Manufacturing Process?
Grinding is an intricate abrasive machining process where a grinding wheel or abrasive belt, as a cutting tool, removes material from a workpiece to achieve a smooth surface finish or remove burrs. It can be performed wet or dry and is applicable to various materials, including metals, plastics, and ceramics. Grinding is a true metal-cutting process where each abrasive grain acts as a microscopic single-point cutting edge, removing a thin layer of material from the workpiece surface as the grinding wheel rotates, thereby achieving the desired shape and size. It is particularly beneficial for hard materials and can be used to create flat, cylindrical, or conical surfaces.
Grinding technology has evolved significantly over the centuries. Initially, it was a rudimentary process for sharpening tools and shaping objects, with early grinding machines being hand-operated and requiring significant skill and physical effort. The development of power-driven grinding machines in the late 19th century marked a significant advancement in grinding technology. In the early 20th century, the invention of the cylindrical grinder further enhanced the precision of grinding operations. Modern grinding machines, equipped with advanced technologies like computer numerical control (CNC) systems, enable highly precise and automated CNC grinding processes. Today, grinding machines are capable of achieving extremely fine finishes and accurate dimensions on a wide range of materials, making them indispensable in modern manufacturing processes. Grinding, as a subset of cutting, is often considered a separate process from macroscopic cutting operations in machining fields. Compared to regular machining (such as turning, milling, drilling, tapping, etc.), it is better suited for machining very hard materials and taking very shallow cuts, such as reducing a shaft’s diameter by half a thousandth of an inch or 12.7 μm. In mass production contexts, grinding can also rapidly remove large volumes of metal.
Grinding Process & Steps
The grinding process refers to the cutting process of the workpiece surface with a high-speed rotating grinding wheel and other abrasive tools. Grinding is used to process internal and external cylindrical, conical, and plane surfaces of various workpieces, as well as special and complex formed surfaces such as threads, gears, and splines. What are the procedures or steps of grinding?
1. Select Grinding Wheel
Choose a grinding wheel with a suitable abrasive type, grain size, and bond type based on the material of the workpiece and the grinding requirements. For example, for grinding steel parts, silicon carbide abrasives are suitable for preliminary grinding, while aluminum oxide abrasives are better for finishing.
2. Inspect the Grinding Wheel
Check for cracks or damage on the grinding wheel. A damaged grinding wheel may rupture during operation, posing safety hazards.
3. Dress Grinding Wheel
Use a diamond dresser to dress the grinding wheel and restore its shape and cutting performance. Dressing ensures the grinding wheel’s surface is flat and exposes sharp abrasive grains.
4. Balance Grinding Wheel
For high-speed grinding wheels, dynamic balancing is necessary to prevent vibration during operation, which affects grinding accuracy and surface quality.
5. Workpiece Preparation
Clean the workpiece surface to remove oil, dirt, and other contaminants. Securely clamp the workpiece to ensure stability during grinding.
6. Trial Grinding
Before official grinding, perform a trial run to check the grinding wheel’s condition and the machine’s operation. Observe the grinding effect and adjust grinding parameters such as depth of cut and feed rate as needed.
7. Rough Grinding
Set a relatively large depth of cut and feed rate to quickly remove excess material from the workpiece and approach the desired dimensions. However, care must be taken to avoid excessive pressure on the grinding wheel to prevent it from clogging or causing workpiece deformation.
8. Semi-Finish Grinding
Reduce the depth of cut and feed rate to improve surface quality and dimensional accuracy. Remove grinding marks and defects from the rough grinding stage.
9. Finish Grinding
Use a very small depth of cut and low feed rate to achieve the required surface roughness and dimensional accuracy. Ensure the workpiece meets design specifications.
10. Dimensional Inspection
Use measuring tools such as micrometers and calipers to check the ground workpiece’s dimensions, ensuring they meet design requirements.
11. Surface Quality Inspection
Examine the workpiece surface for defects like cracks, burns, or grinding marks. Use surface roughness testers to evaluate surface roughness.
12. Shape and Position Tolerance Inspection
For workpieces with high shape and position accuracy requirements, specialized measuring instruments and fixtures are used to inspect parameters like roundness, cylindricity, and parallelism.
13. Clean Workpiece
Remove grinding swarf and debris from the workpiece surface, typically using compressed air, brushing, or ultrasonic cleaning.
14. Clean Grinding Machine
Clear grinding dust and swarf from the machine’s guideways, spindle, and other components to maintain machine precision and extend its lifespan.
15. Grinding Wheel Maintenance
Clean the grinding wheel to remove debris and coolant residues. Store it in a dry, well-ventilated area to prevent moisture or collisions.
Different Types of Grinding Processes
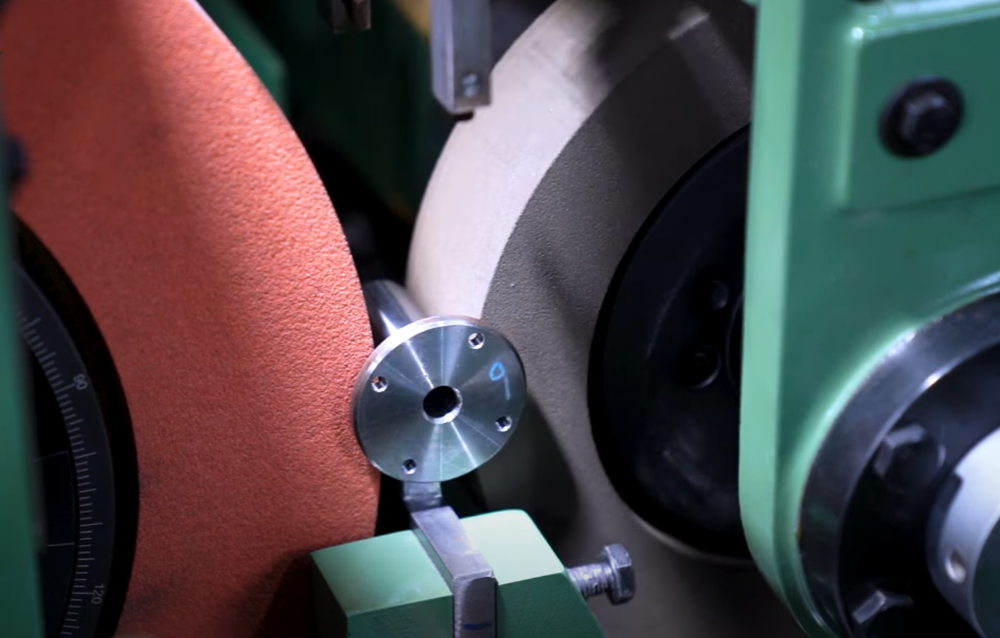
Surface Grinding
A rotating grinding wheel composed of abrasive particles is used to precisely refine the flat surface of metallic or nonmetallic materials, removing the oxide layer and impurities to achieve a polished appearance. The workpiece is secured to a table that moves multi-directionally beneath the rotating grinding wheel. It is the most common grinding method, applicable to a wide range of fields. Vertical axis or horizontal axis grinding machines, square tables or circular tables, straight-type wheels, or cup-type wheels can be used. Double-ended machines feature wheels above and below the workpiece for grinding. Applications include automotive manufacturing, where surface grinding is used to finish critical vehicle parts like crankshafts, piston rods, or engine valves.
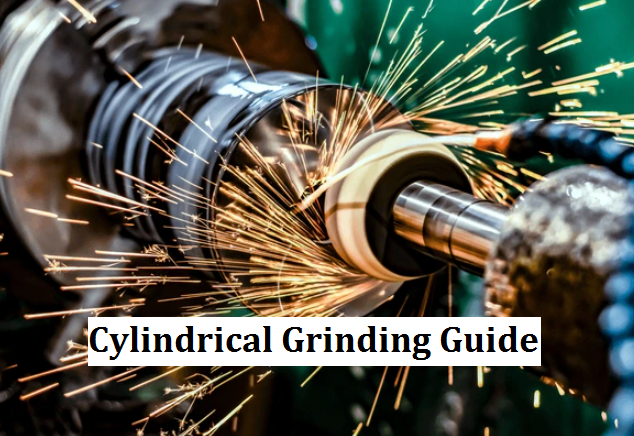
Cylindrical Grinding
A cylindrical grinder equipped with a specialized grinding wheel removes the surface layer of cylindrical workpieces. The workpiece rotates around a fixed axis, ensuring the machined surfaces remain concentric with this axis. Grinding methods include straight cylindrical, taper, end face, and total shape grinding. The workpiece is mounted on a center or chuck and rotates while the cylindrical grinding wheel rotates in the opposite direction. This allows for uniform material removal along the component’s length. Cylindrical grinding is suitable for machining workpieces with a central axis of rotation, such as rods, shafts, camshafts, and crankshafts. It is commonly used to perfect the surfaces of cylindrical objects, achieving precise roundness, surface finish, and dimensional accuracy.
Internal Grinding
A small wheel mounted on a slender spindle is inserted into the workpiece and spins at high speed to remove material and create a smooth internal surface. The workpiece is fixed, and the inner surface is machined with a rotating axle wheel. Sometimes, the workpiece may also rotate. Grinding methods include taper and end face grinding. Internal grinding is suitable for producing precision internal geometries in metal components and finishing internal holes or tubes in complex parts. The grinding wheel rotates at 6,500 to 9,500 fpm (33–48 m/s), removing 0.5 to 1 cubic inch of material per second. Applications include machining the inner surfaces of cylindrical components in hydraulic equipment
Centerless Grinding
A dual-wheel mechanism—a larger grinding wheel and a smaller regulating wheel—is used. The workpiece rests on a work rest blade between the two wheels, with the larger wheel performing the cutting. The regulating wheel, typically made of rubber-bonded abrasive, rotates more slowly than the grinding wheel and controls the workpiece’s rotational speed and axial feed. Centerless grinding does not require center holes in the workpiece or frequent mounting and dismounting on the machine, making it highly efficient for mass production. It is suitable for grinding cylindrical workpieces, particularly small, round components like dowel pins or shafts. Centerless grinders operate at speeds of 4,500 to 6,000 fpm and can remove about 1 cubic inch of material per second. They produce consistent and precise parts with minimal operator intervention.
Creep-Feed Grinding
This process involves the grinding wheel cutting a full-depth contour into the workpiece in a single, slow pass. It is a precision grinding method typically used when the workpiece requires complex precision features. Creep-feed grinding operates at slower speeds of about 20 fpm and has a significantly slower removal rate of 1 cubic inch per 25 to 30 seconds. It is suitable for shaping high-strength materials like aerospace alloys and can produce complex forms in one pass, streamlining production time. Applications include creating intricate shapes and profiles in turbine blades and vanes for the aerospace industry.
Tool and Cutter Grinding
Designed to sharpen milling cutters, reamers, taps, and other machine tool cutters. General-purpose cutter grinders are the most popular and versatile tool grinding machines. Various attachments are available for sharpening most types of cutting tools. They are suitable for sharpening and reconditioning cutting tools and for producing custom tools for specific machining operations.
Jig Grinding
Developed to locate and accurately grind tapered or straight holes, jig grinders are equipped with a high-speed vertical spindle for holding and driving the grinding wheel. They utilize the same precision locating system as jig borers. Jig grinding is often used for producing and finishing precision molds, dies, and fixture components, capable of machining complex shapes and holes in hardened materials like steel, superalloys, or tungsten carbide with high accuracy and finish.
Gear Grinding
Gear grinding is ideal for finishing gears with high precision and surface quality. Machines used for this process operate at speeds ranging from 3,500 to 4,500 fpm. It is widely used in high-precision and efficient gear manufacturing in the automotive and aerospace industries.
Thread Grinding
This process creates threads on nuts, screws, and other fasteners. It is renowned for producing precise and uniform threads. The grinding wheel rotates at speeds of 1,500 to 2,500 fpm. Thread grinding is used in applications requiring tight tolerances and smooth thread finishes. For example, in precision machinery manufacturing, it is used to grind threaded surfaces to obtain high-precision threads.
Dry Grinding
Operates without lubricants or coolants. It is faster than wet grinding as it eliminates the need for fluid management. However, it generates more heat, which can cause thermal damage if not carefully monitored. Dry grinding is typically used for materials that do not require cooling, such as certain metals and ceramics, and is common in the initial stages of machining.
Wet Grinding
Involves the use of coolants or lubricants during grinding to minimize heat generation and improve surface finishes. Coolants help remove debris, keep the grinding wheel clean, and extend its lifespan. This technique is particularly beneficial for materials prone to thermal damage, ensuring better control over the grinding environment. It is widely used in industries where precision and surface quality are critical, such as automotive and aerospace.
Electrolytic In-process Grinding (ELID Grinding)
A grinding method combining electrolytic machining and abrasive grinding. It uses a conductive grinding wheel as the cathode and the workpiece as the anode. During grinding, a DC voltage is applied between the grinding wheel and the workpiece, generating electrolytic action. This continuously removes the passivation layer from the abrasive grains, exposing sharp edges to maintain the grinding wheel’s sharpness and grinding efficiency. ELID grinding offers excellent control over grinding accuracy and surface quality, achieving sub-micron or nanometer-level machining precision. It is suitable for grinding difficult-to-machine materials like ceramics, sapphire, and carbide. Applications include precision machining of optical lenses, cutting tools, and molds.
Plunge Grinding
A cylindrical grinding method where the grinding wheel feeds radially in a single rapid traverse to machine the workpiece. The workpiece is mounted on a chuck or center and rotates while the grinding wheel, mounted on the headstock, feeds radially into the workpiece. After one or two rapid traverses, machining is completed. Plunge grinding is characterized by high efficiency and suitability for machining batch-produced shafts and sleeves. It is commonly used to finish outer diameters, steps, and end faces of workpieces.
Spherical Grinding
A grinding method for machining spherical surfaces. Specialized spherical grinding machines or universal grinders equipped with specific attachments are used. The grinding wheel rotates while the workpiece is driven by the machine to perform complex motions, achieving the desired spherical shape.
Form Grinding
A specialized type of cylindrical grinding where the grinding wheel is shaped to match the final product’s exact profile. A specialized form is added to the grinding wheel’s surface and imparted onto the workpiece during the grinding process. Complex parts’ contours are divided into several line segments and circular arcs, which are then ground sequentially according to a specific process sequence to achieve smooth transitions and meet design requirements.
Relief Grinding
This is a technique used to grind the relief angle on the cutting edges of cutting tools. A cam relief fixture advances the rotating cutting tool toward the grinding wheel at a constant rate, creating a helical or spiral relief behind the cutting edge. This maintains a consistent advancement rate across the entire cutting form, ensuring geometric relationships between the relief angle and other features.
Peel Grinding
It uses a narrow grinding wheel to follow a programmable path, similar to a turning operation. The grinding wheel is inclined relative to the workpiece, which rotates rapidly while the grinding wheel feeds axially. This achieves high-precision grinding of complex profiles.
Grinding vs Turning: What Are the Differences?
1. Material removal principle: Turning removes material through mechanical cutting using single-point tools on lathes. Grinding removes material through an abrasive process using a rotating abrasive wheel.
2. Part size: Turning is better suited for removing larger amounts of material quickly in a single pass to get close to the final dimensions. Grinding is used for fine-tuning dimensions and surface finish.
3. Complexity: Turning can complete parts like shafts with features turned directly onto them, like keyways or hex shapes. Grinding would require following up with additional processes to add such features.
4. Speed and feed: Turning typically has higher feeds and speeds than grinding due to the different mechanics of material removal for each process.
5. Surface finish: Turning can achieve a 2 μm Ra finish while grinding can produce mirror-like finishes below 0.4 μm Ra.
6. Material hardness: Turning can work with different materials, including metals, plastics, and soft materials. Grinding is usually applied for hard materials that can’t be easily machined with traditional cutting tools.
Grinding vs Milling: What Are the Differences?
1. Machine and tool: The milling process uses a milling machine that holds the workpiece stationary while a rotating cutting tool removes the material. Grinding applies a rotating abrasive wheel to remove materials.
2. Accuracy: Grinding can achieve very high precision and smooth finishes beyond milling capabilities.
3. Uses: Milling is better suited for shallow cuts and lower material removal rates, while grinding is good for deep cuts and higher material removal rates through processes like creep feed grinding.
4. Speeds and feeds: Milling typically utilizes higher feeds and speeds than grinding.
5. Operation: Grinding can perform a one-step operation, whereas milling requires multiple steps.
Related Articles:
 Centerless Grinding Definition, Process, Types, Machine, Diagram, Angle, Different with Centered Grinding
Centerless Grinding Definition, Process, Types, Machine, Diagram, Angle, Different with Centered Grinding
 Cylindrical Grinding Definition, Machine, Wheel, Process, Diagram, Types, and More
Cylindrical Grinding Definition, Machine, Wheel, Process, Diagram, Types, and More
 Guide to Surface Grinding Machines: Types, Parts, Diagram, Comparison with Mills and More
Guide to Surface Grinding Machines: Types, Parts, Diagram, Comparison with Mills and More
 Guide to Centerless Grinding Machine: Advantages, Working Principle and Parts
Guide to Centerless Grinding Machine: Advantages, Working Principle and Parts
 Different Types of Grinding Machines and How to Use a Grinder – How Does a CNC Grinder Work
Different Types of Grinding Machines and How to Use a Grinder – How Does a CNC Grinder Work
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?