
Today, let’s get into the fascinating world of centerless grinding – one of the precision grinding processes in CNC manufacturing. You know, if you’ve ever found yourself needing to get a super precise finish on a cylindrical part, but it doesn’t have any centers, it’s for you. Or if you’re, you know, looking to really boost your production of those round components. This remarkable grinding process seems pretty straightforward on the surface, but it delivers really impressive results. Stick with us today; we’re going to explore this remarkable grinding technique that kind of throws those traditional center points out the window.
How does centerless grinding work? Why is it so valuable? And what kind of parts should you be thinking about when you consider centerless grinding? So, today we want to walk you through it and give you that solid understanding after digging deep into articles, diagrams, our experiences, and the whole shebang. We start by defining exactly what a centerless grinder is and then break down its unique working principle. Follow us to learn how these machines operate without traditional centers, utilizing a grinding wheel and a regulating wheel (often rubber) to support and machine the workpiece, enabling high-volume production of cylindrical parts.
Centerless Grinding Definition – What is Centerless Grinding?
Centerless Grinding is a CNC mechanical process that uses a special cutting called abrasive-cutting to remove material from a workpiece, a technique of grinding the surface of turned parts or round bar materials without supporting the workpiece at the center to achieve dimensional accuracy and enhance surface finish in precision manufacturing.
Centerless Grinding Process – How Does Centerless Grinding Work?
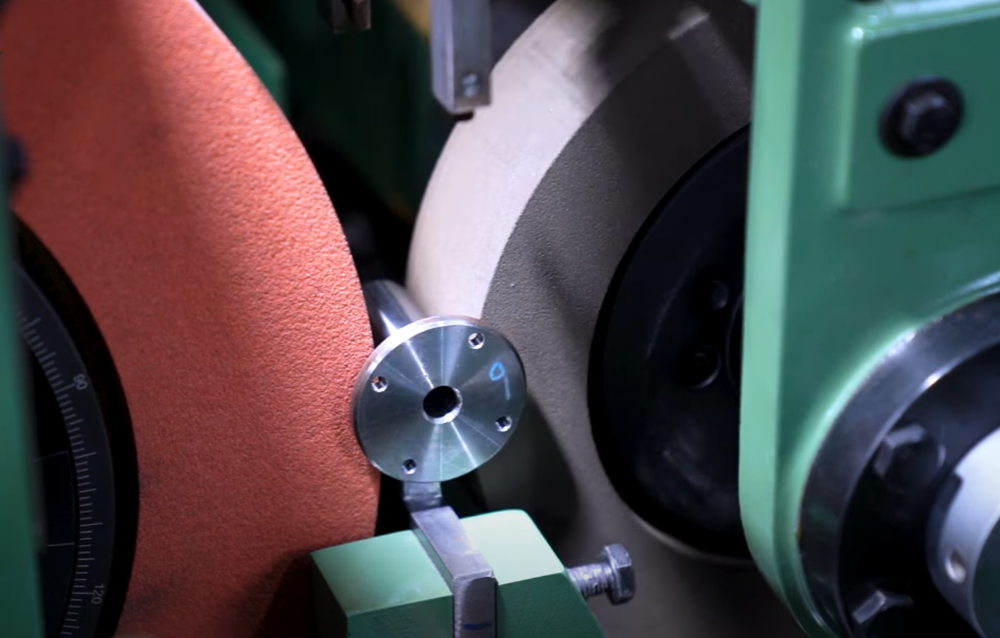
Centerless grinding, the name says it all, utilizes abrasion to remove material from the workpiece that does not require a center axis for workpiece rotation, unlike other cylindrical grinding methods. The workpiece is held centered between two grinding wheels, both of which rotate in the same direction (usually clockwise). The left grinding wheel remains stationary as it rotates. The force applied by the left wheel on the workpiece is directed downward towards the platform that holds the workpiece in place. The auxiliary wheel on the right, known as the regulating wheel, possesses the flexibility to move in response to the pressure applied to the workpiece between the two grinding wheels. The regulating wheel holds the workpiece in place and then rotates it to undergo grinding by the grinding wheels. This allows the grinding wheels to remove any excess material remaining after the initial grinding pass.
Centerless Grinding Angle
There are three main angles that usually need to be adjusted during the operation of a centerless grinder: the workpiece tilt angle (usually adjusted in the range of 0-10 degrees to ensure the correct contact surface between the workpiece and the grinding wheel), the grinding wheel tilt angle (the adjustment range is generally 0-5 degrees to maintain the correct cutting angle between the grinding wheel and the workpiece) and the table rotation angle (fine-tuned according to the workpiece shape and processing requirements to ensure uniform grinding). These adjustments are based on mechanical processing principles and operating practices and are essential for improving processing accuracy.
In the processing of a centerless grinder, precise angle adjustment is a key factor in ensuring processing accuracy and workpiece quality. The following are several important angles that need to be adjusted:
1. Workpiece tilt angle
The adjustment of the workpiece tilt angle is crucial, as it directly affects the contact area and cutting depth between the workpiece and the grinding wheel. Usually, the adjustment range of this angle is between 0 and 10 degrees. By adjusting the workpiece tilt angle, it can be ensured that the grinding wheel can evenly and effectively remove the material on the workpiece surface, thereby achieving the desired processing effect. If the tilt angle is set improperly, it may cause uneven cutting, affecting the accuracy and surface quality of the workpiece.
2. Grinding wheel tilt angle
The adjustment of the grinding wheel tilt angle is also very important. The adjustment range of this angle is usually between 0 and 5 degrees. The setting of the grinding wheel inclination angle directly affects the cutting force and cutting effect. A reasonable grinding wheel inclination angle can ensure that the cutting angle between the grinding wheel and the workpiece is appropriate, thereby improving the processing efficiency and workpiece quality. If the grinding wheel inclination angle is not appropriate, it may cause excessive or insufficient cutting force, which in turn affects the processing effect and the service life of the grinding wheel.
3. Worktable rotation angle
The adjustment of the worktable rotation angle is also very important to ensure that the workpiece can be evenly stressed during the grinding process. The adjustment of this angle needs to be fine-tuned according to the shape of the workpiece and the processing requirements. By adjusting the worktable rotation angle, it can be ensured that all parts of the workpiece can be evenly stressed during the grinding process, thereby improving the processing accuracy and workpiece quality. If the worktable rotation angle is set improperly, some parts of the workpiece may be over- or under-grinded, affecting the accuracy and performance of the workpiece.
Centerless Grinding Tolerances
We have introduced above that centerless grinding is a high-precision processing method. This processing method can usually achieve IT6-IT7 level accuracy, that is, the tolerance range is between 0.016-0.0315 mm. By accurately controlling the feed rate, grinding speed, and selection of grinding wheels of the grinder, the accuracy of the workpiece can be effectively controlled.
Types of Centerless Grinding
We’ve got our main players, now, let’s talk about the different ways to play the game. According to the feeding method of the workpiece, there are 3 primary types of centerless grinding operation methods:
1. Through Feed Centerless Grinding – Through feed grinding is perfect for those, you know, simple, straightforward cylindrical parts like rods and pins. Anything with a constant diameter, you just feed it in one end, and it comes out the other, precisely ground, beautifully simple. And that continuous flow is what makes it so efficient for those larger batches.
2. In Feed Centerless Grinding (Plunge Grinding) – Feed or plunge grinding is for the parts that have a little more going on, maybe with heads or shoulders or even multiple diameters along their length. So, with infeed grinding, the workpiece basically stays put, it’s supported by that work rest blade. And then either the grinding wheel and the regulating wheel move in towards the workpiece radially, or sometimes the blade and the workpiece move together towards the wheels. But the key here is the grinding wheel, it’s often specially shaped, and it’s dressed to have the exact opposite of the profile you want to create on the part. So, if you need a shoulder or a groove, the grinding wheel will have that shape but flipped. A great way to visualize it is that it’s like a stamp but with a high-speed abrasive wheel doing the stamping.
3. End Feed Centerless Grinding – End feed grinding is for a bit more specialized applications like making tapers, the kind of shapes you’d find on needles or valve stems. So, the work piece gets fed in axially straight up against a stop, and the grinding wheel is set at an angle to create that taper. Once you’ve ground that taper to the length you need, you retract the part. It’s not as common as 3-axis feed or in-feed, but it’s the way to go for those conical geometries.
Centerless Grinding Machine – What is its Work Principle?
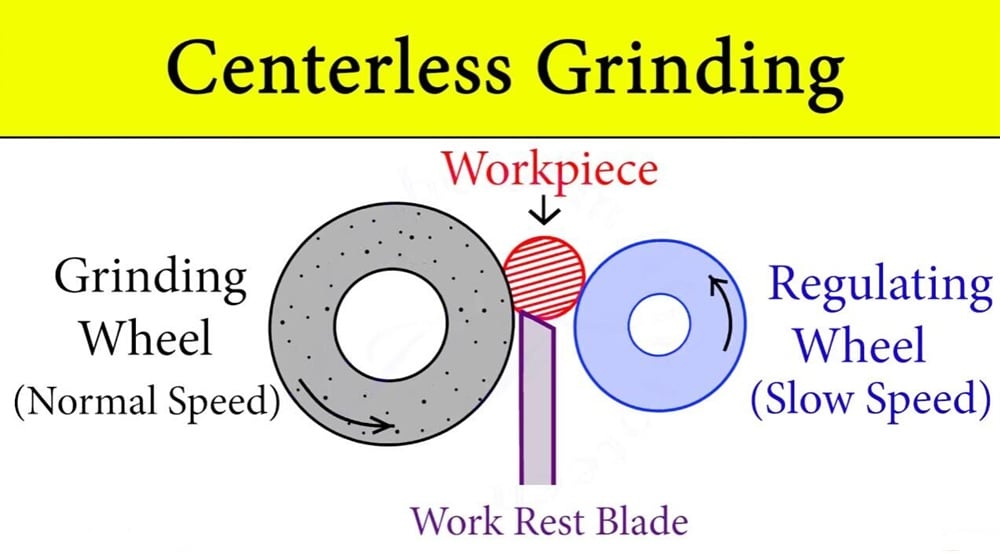
A centerless grinder is a machine widely used in the manufacturing industry for producing high-quality cylindrical components. So as mentioned above, the Centerless Grinding Machine working principle involves the use of a grinding wheel, which rotates at high speed to remove material from the workpiece. The workpiece is held in place by a regulating wheel, which applies pressure to the workpiece and controls its speed and rotation. And a blade supports the workpiece from below, allowing it to rest securely while being ground. To help you get a better understanding of how the Centerless Grinding machine works, we present its diagram and parts here.
Centerless Grinding Machine Diagram
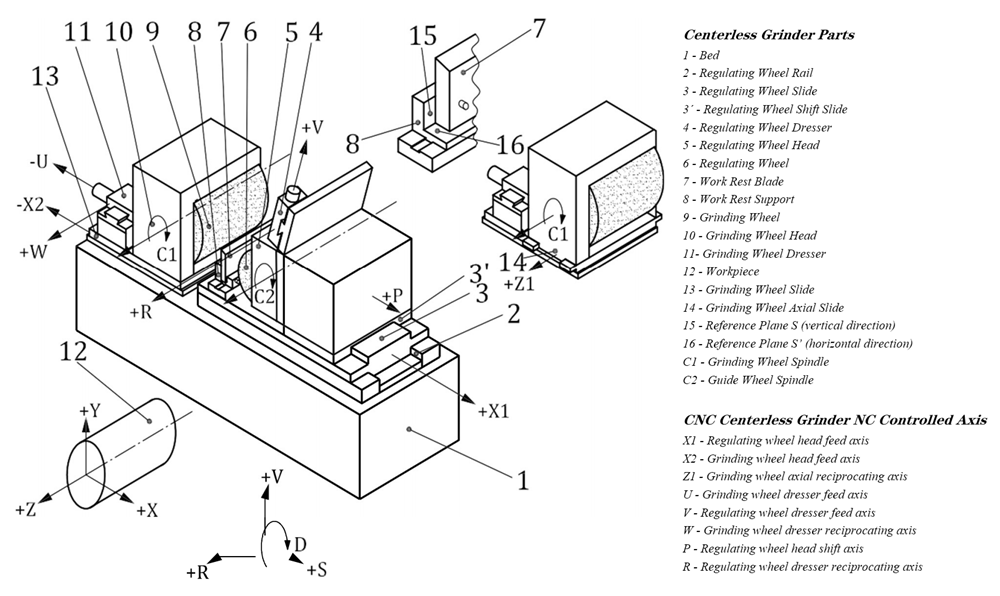
Centerless Grinding Machine Parts (Purpose, Materials & Sizes)
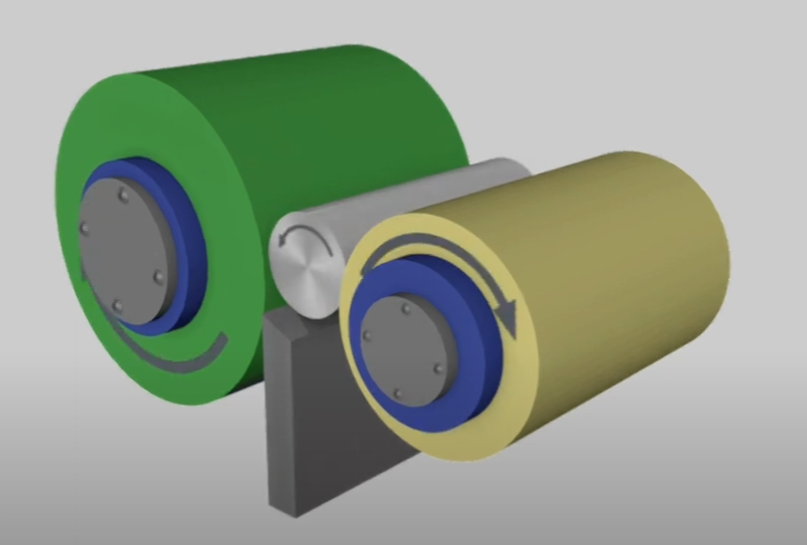
The three key components of the centerless grinding machine work together like a three-way handshake:
Centerless Grinding Wheel (Stationary Wheel) – The grinding wheel is a kind of wheel installed on a centerless grinding machine, the big kahuna for material removal. It interacts with the regulating wheel and supporting plate to form a grinding mode. When the workpiece being processed is supported by the supporting plate and driven to rotate by the circular movement of the regulating wheel in the direction of the supporting plate, the centerless grinding wheel will grind the workpiece with higher surface quality and relatively high precision. The grinding wheel is typically made of some really hard abrasives like aluminum oxide, which is often used for you know grinding steel alloys, or silicon carbide, which is another popular choice. The choice of grinding wheel size is also very important. Coarse-grained centerless grinding wheels are often used for coarse grinding and can only process the workpiece with low requirements. Now, the specific type of grinding wheel, the grind size, the bonding material that kind of holds all those abrasive grains together, and even its dimensions. All that stuff depends on what you’re grinding, how much material you need to remove, and ultimately the surface finish you’re after.
Centerless Grinding Regulating Wheel (Moving Wheel) – What gives the centerless grinding the fine-tuned control? Well, that’s where the regulating wheel steps in. The regulating wheel acts like a brake, it controls the rotational speed and through feed rate of the workpiece. Regulating Wheel has a couple of jobs, it rotates the workpiece, but it also controls how quickly the workpiece moves through the grinding area, almost like if you imagine bowling, and how you spin the ball. It’s that friction that kind of guides and controls the workpiece. In the through feed grinding – the go-to for simple straight cylinders, the regulating wheel is actually tilted at a slight angle, it takes that rotational friction and turns it into this really precise linear feed, which allows for continuous high volume processing. So Regulating Wheel is like this clever little bit of mechanical leverage that just gently nudges the workpiece through the grinding zone between the two wheels. And the steeper the angle, the faster the feed rate, so you can adjust it depending on how fast you want the part to move through. Regulating Wheel is often made of a rubber-bonded abrasive, and it spins way slower than the grinding wheel.
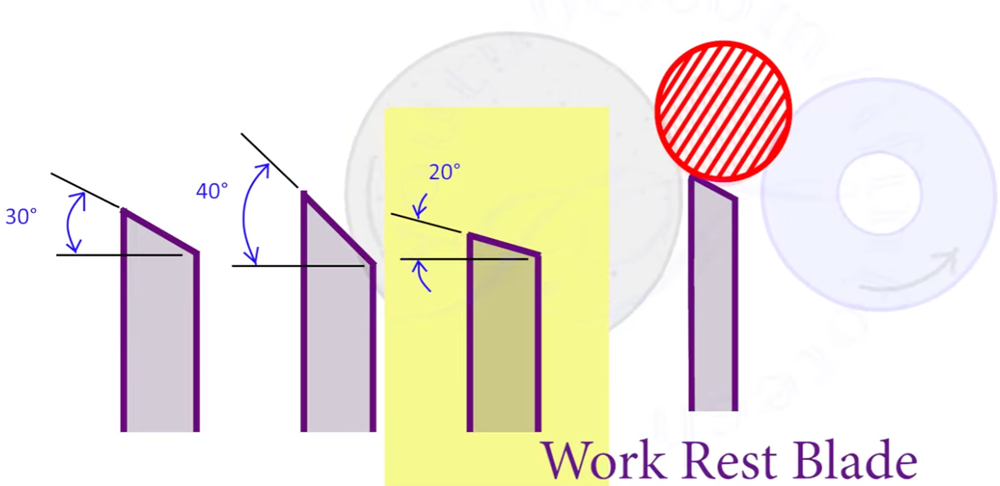
Work Rest (Support Blade) – The work rest blade supports the workpiece as it passes through the grinder between the grinding and regulating wheel. It just sits there under the workpiece, acting like a steady base between the grinding wheel and that regulating wheel seems simple enough. But it’s height relative to the wheels and the angle of its top surface. Those are crucial. You have to get those set just right; any little variation there definitely causes problems with roundness and the final dimensions of your part. One of the sources even mentioned that if you’re having issues with roundness, check the blade height first. It makes sure that you’ve got that consistent contact with both wheels and keeps the workpiece from getting jammed down too hard into the regulating wheel. So, we can say it is the unsung hero of the operation, making sure everything is playing nice together and keeping it all stable.
Centerless Grinding Machine Bases – The base of the centerless grinder has to be rock solid. A rigid base is like the foundation for any precision machining, with no exception for centerless grinding. It’s got to provide that stability and keep everything aligned so those other components can do their jobs properly and consistently.
Centerless Grinding Machine Types & Applications
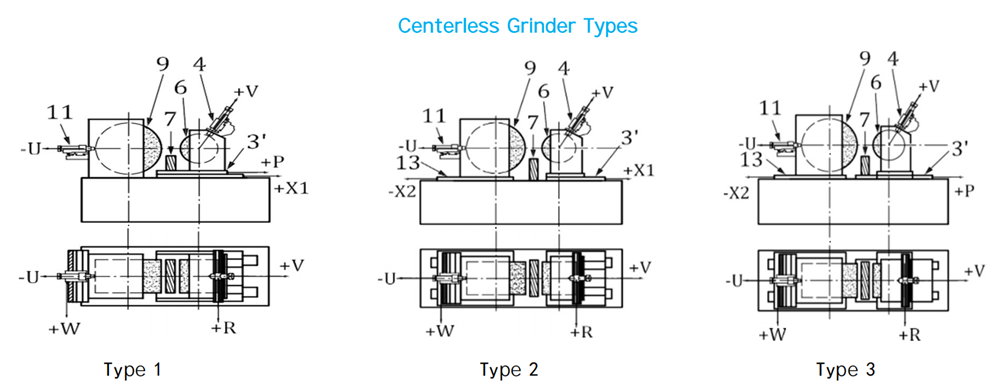
First, centerless grinding machines are usually divided into three basic configurations:
- Type 1: A machine with a fixed grinding wheel, a pallet, and a guide wheel that move together.
- Type 2: A machine with a fixed pallet, a movable grinding wheel and a guide wheel, and an adjustable distance between the pallet.
- Type 3: A machine with a fixed guide wheel, a movable grinding wheel and a pallet, and an adjustable distance between the grinding wheel and the pallet.
In addition to the different feeding methods mentioned above, different types of centerless grinders have been developed to meet different workpieces and production needs. Each type has its specific application scenarios and advantages:
Centerless Grinding Machine Types in the Configuration & Feed of the Grinder:
- Horizontal Centerless Grinder – A horizontal centerless grinder is a centerless grinder that grinds in a horizontal layout. The spindle and worktable can be operated independently. It is characterized by a low center of gravity and a stable body. It is suitable for grinding large workpieces (suitable for processing various flat products, such as machine tool guides, industrial instruments, etc.). The main components of a horizontal centerless grinder are the spindle head, grinding wheel frame, worktable, drum, etc. In addition, flat centerless grinders usually use automated production lines to improve production efficiency and quality.
- Tilted Centerless Grinder – The tilted centerless grinder is tilted at a certain angle to the horizontal plane with the grinding wheel axis, which makes the cutting force generated during the grinding process more uniform and reduces the deformation and vibration of the workpiece. At the same time, this design also helps with chip removal and heat dissipation, further improving processing efficiency and quality.
- Vertical Centerless Grinder – A vertical centerless grinder is a centerless grinder that grinds in a vertical layout. It is characterized by a simple structure and convenient grinding. It is suitable for grinding small and medium-sized workpieces. The main components of a vertical centerless grinder are the spindle head, worktable, grinding wheel frame, feed system, etc.
Centerless Grinders in Different Uses:
- External centerless grinding machine – External cylindrical centerless grinders are mainly used for grinding precision shaft parts with a diameter of more than 3mm. Its spindle can be offset, and the workpiece is fixed on the equipment for processing through a centerless clamping device at the center of the workpiece. The diameter error of the workpiece after grinding is less than 0.002mm. It has the characteristics of high processing accuracy, high reliability, and high efficiency. It usually adopts automated production lines and high-precision CNC systems to achieve high-quality product processing and efficient production. It is mainly used for processing the outer surface of cylindrical workpieces, such as bearings, shaft parts, etc.
- Internal centerless grinding machine – The Internal cylindrical centerless grinder is mainly used for grinding precision shaft parts with an inner hole diameter of more than 0.8mm. Its grinding head is equipped with a small grinding wheel, which can clamp the workpiece through the twisting elastic load at the centering end, with high precision. It also has high processing accuracy, high reliability, and high efficiency, and usually adopts imported tools and high-precision CNC systems to ensure the processing quality. It is specially used for processing the inner holes of workpieces, such as bearing inner rings, cylinders, etc.
Centerless Grinders in the Process Requirements:
- Traditional centerless machine – The ordinary centerless grinder is the most common model, mainly used for rough processing or semi-finishing of various metal materials. Its simple structure and convenient and flexible operation make it widely used in the mechanical processing of small and medium-sized enterprises.
- CNC centerless grinding machine – CNC centerless grinder adopts advanced computer control technology, which can realize high-precision processing and integrated management of automated production lines. In addition, it can automatically adjust working parameters and execute complex processing processes according to preset programs.
- High-precision centerless machine – A new type of high-efficiency centerless grinder designed and manufactured mainly for high-precision processing needs. Its main features are high precision and stable, and reliable operation, which can meet the fine grinding needs of various high-end products such as optical parts and other products with high surface finish.
Centerless Grinder Types in the Workpiece Support Method:
- Regulating wheel-blade type: standard centerless grinding – suitable for standard centerless grinding, simple operation, and suitable for mass production.
- 2 shoe type: shoe external or internal centerless grinding – suitable for external or internal centerless grinding, good stability.
- 3 roll type: 3 roll internal centerless grinding – suitable for three-roll internal centerless grinding, suitable for special shape workpieces.
- 2 rolls-shoe type: 2 roll-shoe internal centerless grinding – suitable for double roll-shoe internal centerless grinding, suitable for high precision requirements.
- 2 roll type: centerless lapping or super-finishing – suitable for center polishing or super finishing, suitable for high surface quality requirements.
- Double disk type: external disk centerless grinding – suitable for external disk centerless grinding, suitable for mass production.
Centreless Grinding Advantages & Disadvantages
Now, let’s talk about why you would choose centerless grinding over traditional external cylindrical grinding, where you do use centers to hold the part. Let’s list the main advantages to make centerless grinding shine in certain situations:
- High precision: Since centerless grinding does not require a center hole, there will be no impact of the center hole deviation on the workpiece accuracy, making the workpiece after grinding have higher accuracy.
- Good surface quality: During the centerless grinding process, there are fewer grinding marks on the workpiece surface, and better surface quality can be obtained.
- High production efficiency: Centerless grinding can grind multiple workpieces at the same time, greatly improving production efficiency.
- Energy saving: Since centerless grinding does not require a center hole, many unnecessary operating steps can be reduced, thereby saving energy.
Limitations
- The setup time is usually large
- This process is not suitable for large workpiece sizes.
What Types of Materials Can Be Ground Using Centerless Grinding in Manufacturing?
Centerless grinding can be used to grind a wide range of materials, including metals, plastics, ceramics, and composites. Some common materials that are often ground using this process include steel, stainless steel, aluminum, brass, copper, titanium, and tungsten. The process can also be used to grind materials with varying hardness levels, from soft plastics to hard metals.
Centerless Grinding vs Centered Grinding: What are the Differences Between Them?
Center-grinding machines are another common type of grinding machine in industrial processing. Here are the main differences between centerless grinding machines and center grinding machines:
1. Difference in working principles: The centerless grinding machine grinds the workpiece by rotating the grinding disc relative to it, while the center-hole grinding machine grinds the workpiece by rotating the workpiece relative to the spindle.
2. Difference in accuracy requirements: Centerless grinding machines are generally used for grinding non-circular parts, requiring assurance of the accuracy and quality of the parts after grinding; while center grinding machines are typically used for grinding circular parts, ensuring the concentricity and roundness of the parts after grinding.
3. Difference in grinding objects: Centerless grinding machines are suitable for grinding non-circular parts, such as bevel gears, while center grinding machines are suitable for grinding circular parts, such as bearings.
4. Difference in scope of application: Centerless grinding machines have a wider range of applications and can be widely used for grinding various non-circular parts, while center-based grinding machines are suitable for grinding circular parts with high requirements for concentricity.
CNCLATHING is a leading manufacturing company that specializes in the production of high-quality components for a wide range of industries. We have extensive experience in the use of centerless grinding and other machining processes to produce parts that meet the highest standards of quality and precision. JunYing is committed to providing its customers with the best possible service and support, and is always available to answer any questions or concerns that they may have. If you are interested in learning more about centerless grinding and how it can benefit your manufacturing operations, we encourage you to visit the Contact Us page. Our team of experts is always available to provide you with the information and guidance that you need to make informed decisions about your manufacturing processes.
Related Articles:
 Guide to Centerless Grinding Machine: Advantages, Working Principle and Parts
Guide to Centerless Grinding Machine: Advantages, Working Principle and Parts
 Cylindrical Grinding Definition, Machine, Wheel, Process, Diagram, Types, and More
Cylindrical Grinding Definition, Machine, Wheel, Process, Diagram, Types, and More
 Guide to Surface Grinding Machines: Types, Parts, Diagram, Comparison with Mills and More
Guide to Surface Grinding Machines: Types, Parts, Diagram, Comparison with Mills and More
 Different Types of Grinding Machines and How to Use a Grinder – How Does a CNC Grinder Work
Different Types of Grinding Machines and How to Use a Grinder – How Does a CNC Grinder Work
 S30V vs S90V vs S110V Steel: Composition, Hardness, Properties, Equivalent, Price Differences
S30V vs S90V vs S110V Steel: Composition, Hardness, Properties, Equivalent, Price Differences
 Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project