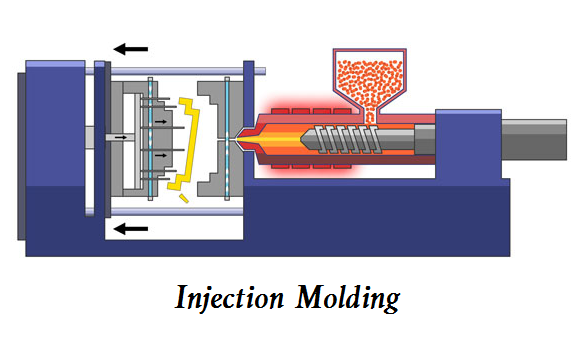
1. Injection molding and its working process
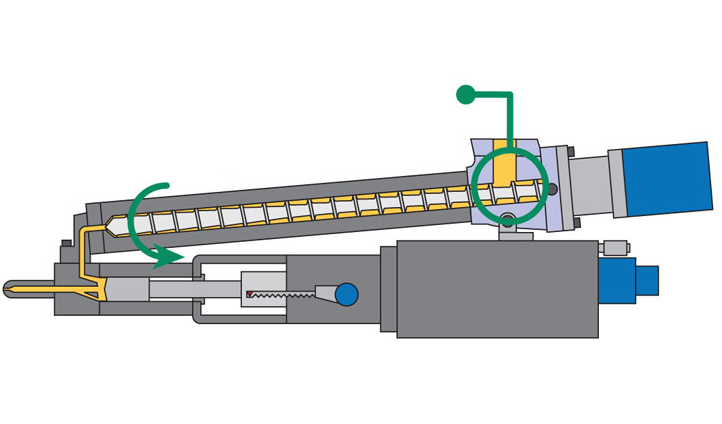
Injection molding machine is mainly composed of clamping system, injection system, heating and cooling system, hydraulic system, lubrication system, electric control system, safety protection and monitoring system. The injection cycle is mainly composed of closing the mold, moving the injection seat forward, maintaining the injection pressure, pre plastic metering, cooling, opening the mold and ejecting the product.
2. Typical defects of injection molding
Generally speaking, there are three aspects to evaluate the performance of plastic products:
– Appearance quality, including integrity, color, luster, etc;
– The accuracy between size and relative position is the accuracy of size and position;
– The mechanical properties, chemical properties and electrical properties corresponding to the application, i.e. functionality.
3. Classification of injection molding defects
According to the above three evaluation criteria, the common defects of injection molded parts can be divided into two types:
– Appearance problems: Including under injection, flash, filling imbalance, shrinkage mark, shrinkage hole, weld mark, wave current mark, spray mark, gate halo, coke mark, bubble, craze, color difference, whitening, cracking, surface floating fiber, warpage, etc.
– Performance problems: embrittlement, residual stress, dimensional instability, overweight and underweight, i.e. poor weight repetition accuracy, etc.

 Classification of 8 Common Plastic Molds in CNC Machining
Classification of 8 Common Plastic Molds in CNC Machining
 Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
 Plastic Pellets for Injection Molding: How To Make & Work?
Plastic Pellets for Injection Molding: How To Make & Work?
 Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
 Basics Of Injection Molding – Types Of Injection Molding Machines, Equipment Used, Mold Tooling Components
Basics Of Injection Molding – Types Of Injection Molding Machines, Equipment Used, Mold Tooling Components
 3D Printing Vs Injection Molding – What Is The Difference Between 3D Printing And Injection Molding
3D Printing Vs Injection Molding – What Is The Difference Between 3D Printing And Injection Molding
