
The piston is a type of CNC machined automotive part. You can order more auto parts at Junying. Here, let’s learn about the basics of automotive pistons.

Automotive Piston Materials
The basic requirements for selecting piston materials
1) The alloy should have a low coefficient of thermal expansion and volume stability when cold and hot alternate.
2) The density of the alloy is small, thus reducing the inertia force of the piston during reciprocating motion.
3) The alloy has sufficient high-temperature strength, high-temperature thermal fatigue strength, and elongation.
4) The material should have good wear reduction performance, wear resistance, and corrosion resistance under boundary lubrication conditions.
5) The material should have good machinability and a good heat treatment effect.
6) The price is low.
Forming Method of Piston Blank
The most common production method of aluminum piston blanks is metal mold gravity casting. In particular, the current metal mold is produced by CNC machine tools, which can ensure high dimensional accuracy of the blank, high productivity, and low cost. For the complex piston cavity, the metal core can be divided into three, five, or seven parts to split the mold, which is relatively complex and not durable. This gravity-casting method sometimes produces defects such as hot cracks, pores, pinholes, and porosity of the piston blank.
In the reinforced engine, a forged aluminum alloy piston can be used. Its grain size is fine, the metal streamline is well distributed, the strength is high, the metal structure is fine, and the thermal conductivity is good. So the temperature of the piston is lower than that of gravity casting. The piston has large elongation and good toughness, which is beneficial for relieving stress concentration. However, hypereutectic Al-Si alloy containing more than 18% silicon is not suitable for forging due to its brittleness, which often causes large residual stress in the piston during forging. Therefore, the forging process, especially the final forging temperature and heat treatment temperature, must be appropriate. The cracks of the forged piston during use are mostly caused by residual stress. Forging has strict requirements on the structure and shape of pistons and a high cost.
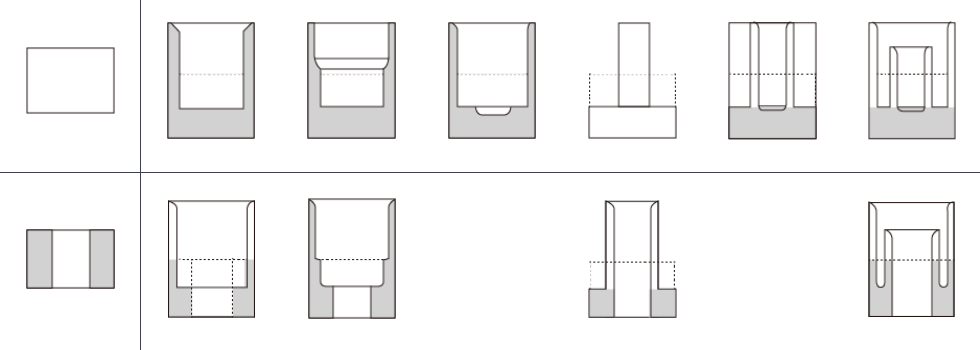
Liquid die forging is pouring a certain amount of liquid metal into the metal mold, pressurizing it with a punch, making the liquid metal fill the mold cavity at a much lower speed than in die casting, and crystallize and solidify under the pressure, so as to obtain a product with the dense structure without shrinkage cavity, shrinkage porosity, and other casting defects. This process has the characteristics of casting and forging.
Heat Treatment of Automotive Pistons
The main heat treatment process of the piston is as follows:
1) The aging treatment heats the piston and then keeps it warm. For example, heat to 220 ± 5 ℃ for 5 h, or heat to 205 ± 5 ℃ for 7~9 h.
2) T6 solution treatment: heat the piston to 500 ℃, keep it for 4~6h, and then conduct aging treatment, heat it to 190 ℃, and keep it for 8h.
3) T7 solution treatment. The solution treatment of high-temperature heating is the same as T6, but during aging treatment, the heating temperature is higher than T6, and the holding time is longer or shorter, or equal to T6.
According to the specifications of heat treatment, each manufacturer has its own method according to the material of the piston, but after heat treatment, it should meet the requirements of metallography, hardness, mechanical properties, linear expansion coefficient, and dimensional stability of the piston.
CNC Machining of Car/Automotive Pistons
The advanced equipment of the piston in mass production is an automatic machining line, which is automatic from blank loading to finished product inspection of the piston. Most piston manufacturers adopt advanced single-machine processing. Each machine tool can process several parts of the piston, or rough and finish machining can be carried out at the same time. The elliptical barrel shape of the piston skirt and the micro-surface shape of the skirt are best processed by CNC machine tools. The special-shaped pin hole of the piston also needs a special machine tool.
Car/Automotive Piston Surface Treatment
1) In order to improve the running-in performance and working ability of the piston, it is necessary to carry out surface treatment for the piston. In automobile gasoline engines, tin plating is the most widely used treatment. The tin is soft and has good lipophilicity. The thickness of the tin layer is 0.001mm – 0.003mm. The plastic deformation of tin can shorten the running-in time, and the good sliding property can prevent the piston from pulling the cylinder when starting and lacking lubricating oil. There are also lead-plated ones.
2) The piston surface is coated with graphite, which is often used in heavy-duty engines. At the contact part between the piston and the cylinder bore, there are also surface treatment methods of covering iron or chromium to resist damage.
3) The top of the piston is anodized, and the thickness of the oxide layer is 0.1mm.
4) The piston top is sprayed with ceramic (aluminum oxide or zirconia, etc.), with a thickness of 0.2~0.5mm.
5) The piston top is inlaid with other materials.
– The density of ceramic fiber is 2.8~2.85g/cm3, and the coefficient of thermal expansion is low.
– Austenitic cast iron
– Foam metal (including Ni)
Related Articles:
 What is Drop Forging: Definition, Process, Types, Advantages, Applications, Die Design
What is Drop Forging: Definition, Process, Types, Advantages, Applications, Die Design
 What is Cold Forging – Cold Forging Process, Materials, Uses, Advantages & Disadvantages
What is Cold Forging – Cold Forging Process, Materials, Uses, Advantages & Disadvantages
 ABS vs PLA vs PETG vs TPU vs ASA vs PBT vs Nylon Filament, What is the Difference?
ABS vs PLA vs PETG vs TPU vs ASA vs PBT vs Nylon Filament, What is the Difference?
 What is HVOF Coating – HVOF Thermal Spray Process, Materials, Benefits, Machine, Applications
What is HVOF Coating – HVOF Thermal Spray Process, Materials, Benefits, Machine, Applications
 Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
 S30V vs S90V vs S110V Steel: Composition, Hardness, Properties, Equivalent, Price Differences
S30V vs S90V vs S110V Steel: Composition, Hardness, Properties, Equivalent, Price Differences