During machining by wire cutting machine, the current density in the discharge area is as high as 10000a / mm2 and the temperature is as high as 10000 ℃ – 12000 ℃. The injected medium liquid cools sharply, resulting in the surface hardness of the cutting surface being only about 20hrc, while the hardness of the internal quenching layer is more than 70hrc, followed by the heat affected zone and then the original hardness zone. In particular, the internal of raw materials is in a tensile stress state due to quenching, and the thermal stress generated by wire cutting is also a tensile stress. The superposition of the two stresses can easily reach the strength limit of the material and produce microcracks, which greatly shortens the service life of the die. Therefore, wire cutting cannot be used as the final processing process of punch and die.
At present, most injection molding enterprises assemble and use after removing the gray and white layer (i.e. white layer) of 20hrc on the surface by grinding after on-line cutting. Although this can remove the white layer with low hardness, it does not change the stress state of the stress area caused by wire cutting. Even if the grinding allowance after wire cutting is increased, it is difficult to grind due to the high hardness of the high hard layer (up to 70hrc), and excessive grinding amount is easy to damage the part geometry. Therefore, the high hardness layer produced by wire cutting can not improve the service life of the die, because its brittleness is caused by cracks The root cause of blade collapse.
Grinding after WEDM can remove the low hardness white layer and high hardness layer and improve the service life of the die. Because the thermal stress generated during grinding is also tensile stress, superposition with the thermal stress generated by wire cutting will undoubtedly aggravate die damage. If low temperature aging treatment is carried out after grinding, the influence of stress can be eliminated, the toughness of die can be significantly improved, and the service life of die can be improved. Because most of the dies with complex geometry are processed by wire cutting, the expensive coordinate grinder and optical curve grinder must be used to grind the dies with complex shape. Generally, the wire cutting manufacturers do not have these two kinds of equipment, so it is difficult to popularize them.
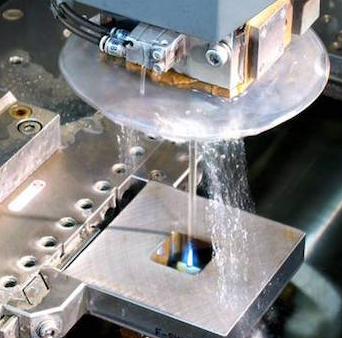
In high-speed WEDM, working fluid is the medium of pulse discharge, which has a great influence on the machining. The working fluid is generally required to have certain insulation performance, good washing performance, good cooling performance, no pollution to the environment and no harm to human body. The configuration of working fluid is also very important. If it is too thick or too light, it will cause wire breakage. Generally, the concentration ratio of water to liquid is in the range of 1:10 to 1:20. When the cutting speed is required to be high or the workpiece with large thickness is cut, the concentration shall be appropriately lower, so that the processing is more stable and it is not easy to break the wire. However, the working fluid concentration should not be too low. Otherwise, the insulation performance of the working fluid will be reduced, the resistivity will be reduced, and the cooling capacity will be enhanced, thus reducing the lubrication effect on the workpiece, which is not conducive to chip removal and wire breakage.
In order to ensure that the working fluid channel is not blocked, the flow of working fluid should also be properly controlled. Generally, when cutting is completed, the cutting section of the workpiece sags under the action of working fluid, the cutting part falls off, and the electrode wire is very easy to be clamped off. At this time, the working fluid should maintain a certain pressure and flow, and the corrosive substances should be discharged in time, so as to prevent wire breakage. When cutting aluminum, copper and other soft materials, especially when the cutting materials are relatively thick, in order to improve the processing efficiency and surface finish and reduce wire breakage, some special coolants can be used, which is also conducive to environmental protection.
In high-speed WEDM, in order to process qualified workpieces efficiently, there are also certain requirements for operators. The operator shall correctly understand the technical requirements of the drawing. The working fluid shall be replaced in time to maintain a certain cleanliness and ensure that the upper and lower nozzles are not blocked and the flow is appropriate. The electrode wire is calibrated vertically and the workpiece is clamped correctly. Reasonably select the parameters of pulse power supply, and timely adjust the variable frequency feed speed when the processing is unstable. Do not switch the function key during processing, so as to avoid short circuit caused by poor contact of the switch, burn of electrode wire and wire breakage. When cutting is completed, the cut part will fall under the action of gravity, and the electrode wire is very easy to be clamped. It can be fixed in time by magnet adsorption, splint clamping and other methods to avoid wire breakage.
 How To Remove a Broken Tap in CNC Machining?
How To Remove a Broken Tap in CNC Machining?
 Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
 What is Grinding Process & How It Works – Different Types of Grinding
What is Grinding Process & How It Works – Different Types of Grinding
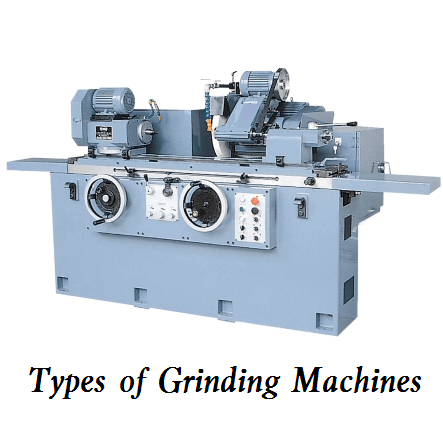 Different Types of Grinding Machines and How to Use a Grinder – How Does a CNC Grinder Work
Different Types of Grinding Machines and How to Use a Grinder – How Does a CNC Grinder Work
 What is HVOF Coating – HVOF Thermal Spray Process, Materials, Benefits, Machine, Applications
What is HVOF Coating – HVOF Thermal Spray Process, Materials, Benefits, Machine, Applications
 Selection Of Cutting Fluid For Aluminum Alloy Machining – Technical Requirements For CNC Machining
Selection Of Cutting Fluid For Aluminum Alloy Machining – Technical Requirements For CNC Machining
