1. The turret lathe is a heavyweight machine and the capstan lathe is a lightweight machine.
2. In the turret lathe, the turret tool head is mounted over the saddle like a single unit, in the capstan lathe, the turret tool head is mounted over the ram and that is mounted over the saddle.
3. In turret lathe, the saddle is moved for providing feed to the tool, while in capstan lathe, the ram is moved for the same purpose.
4. In turret lathe, turret tool head moves along with the saddle over the entire bed in the longitudinal direction. In capstan lathe, there is no saddle displacement, the movement of the turret tool head over the longitudinal direction of the bed is small along with the ram.
5. The turret lathes mainly used for longer workpieces, which with up to 120 mm diameter and capstan lathes are suitable for shorter parts, which with up to 60mm diameter.
6. The operations of turret lathes are slower due to the heavier construction and the working of capstan lathes are fast as the lighter construction.
7. Heavy cuts on the stock can be performed on turret lathes, and that can’t be given on the capstan lathe.
8. In turret lathe, a power jaw chuck is used to grip the piece and in capstan lathe, the collet plays the same sole.
9. Turret lathes are available in horizontal and vertical types, capstan lathes are usually horizontal lathes.
10. In turret lathe, the turret head can be moved crosswise such as in the lateral direction of the bed, but the capstan lathe can’t do that.
11. In turret lathe, the turret is rotated manually after releasing the clamping lever, for indexing the tool head, in capstan lathe, the handwheel of the ram is reversed and the turret tool index automatically.
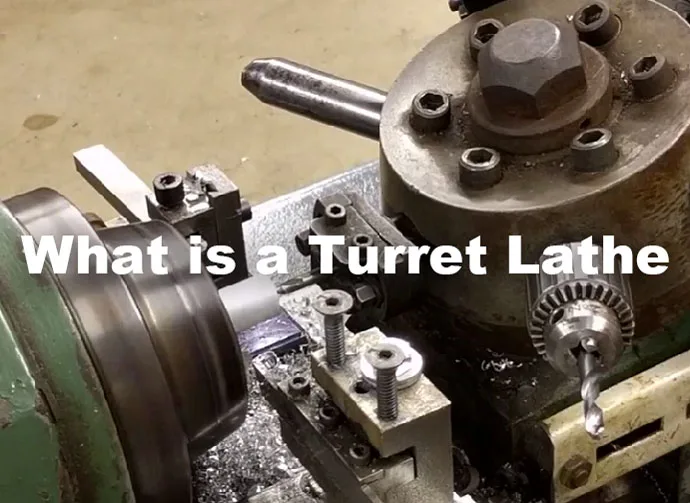
How to distinguish between a turret lathe and a capstone lathe?
Visually, a turret lathe has a rotating turret or hexagonal tool post that can be indexed to different positions. This turret is typically mounted on a slide or carriage that can move along the lathe bed, there are multiple tool stations or holes on the turret. A capstan lathe has a fixed tool post or capstan with only one single tool station or hole. This tool post does not rotate or index to different positions. It also has a ram or piston that moves back and forth along the lathe bed.
When it comes to operations, if we need to turn a shaft with a shoulder, groove, and threads, on a turret lathe, you need to load multiple tools – a turning tool, a grooving tool, and a threading tool. The program would turn the shoulder, index to the grooving tool, and cut the groove, then index to the threading tool and cut the threads, all automatically. While on a capstan lathe, you need to do each step manually, first turning the shoulder, then stopping the machine, changing to the grooving tool, and cutting the groove. Then again changing to the threading tool to cut the threads.
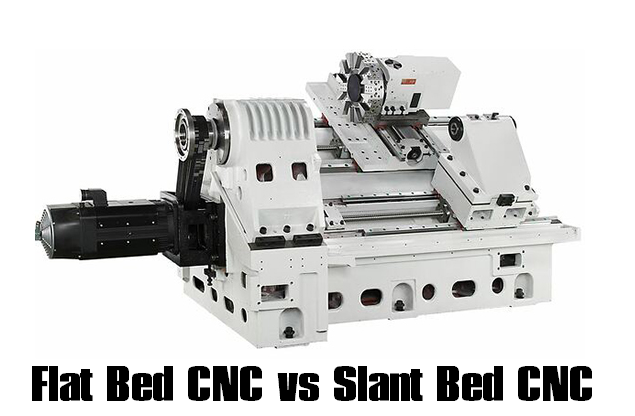 What is Slant Bed Lathe – Difference Between Flat Bed CNC Lathe and Slant Bed CNC Lathe | CNCLATHING
What is Slant Bed Lathe – Difference Between Flat Bed CNC Lathe and Slant Bed CNC Lathe | CNCLATHING
 How to Convert Precision Milling Machine Into CNC Milling | CNCLATHING
How to Convert Precision Milling Machine Into CNC Milling | CNCLATHING
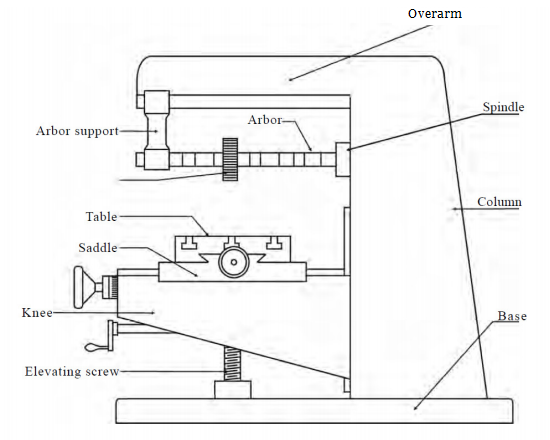 Column And Knee Type Milling Machine: Definition, Types, Parts, Diagram and Construction | CNCLATHING
Column And Knee Type Milling Machine: Definition, Types, Parts, Diagram and Construction | CNCLATHING
 Lath Parts Basic Mechanical Engineering – What Is Lathe In Mechanical Engineering | CNCLATHING
Lath Parts Basic Mechanical Engineering – What Is Lathe In Mechanical Engineering | CNCLATHING
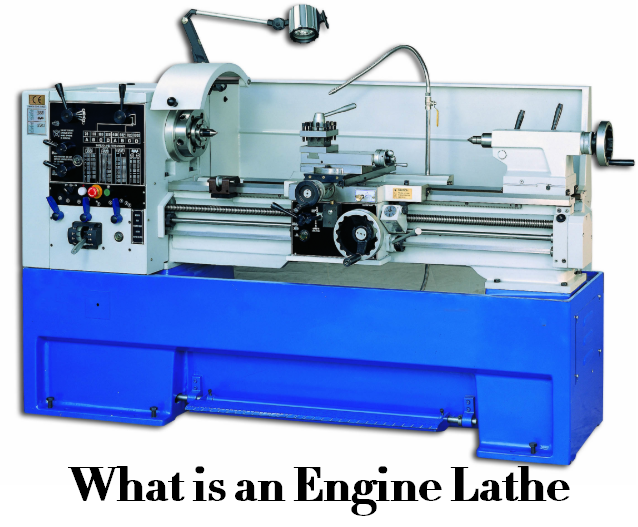 What is an Engine Lathe & How Does It Work – Parts of Engine Lathe Machine | CNCLATHING
What is an Engine Lathe & How Does It Work – Parts of Engine Lathe Machine | CNCLATHING
 Classification of Milling Machine – Common Types of CNC Milling Machines | CNCLATHING
Classification of Milling Machine – Common Types of CNC Milling Machines | CNCLATHING
