- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2021.7.13
What Is A CNC Vise?
If you grew up woodworking or you’re in your local hardware store, what you think of as a Vise probably looks a lot different than what you see in a machine shop. one of the first differences is the profile and the shape of the vise. we prefer what’s often called a CNC vise. these are Vises that have flat and ground sides. this lets you do two key things: you could rotate the vise up on its side or you can use those precision flat edges to easily tram in the vise, whether you’re sweeping it with an indicator or if you’ve got a fixture plate a couple of dowel pins, you can push that vise up against those towel pins.

Bench Vises vs. CNC Vises
This differs from the old school machinist Vise that has a cast flange like a lip around the profile of the vise, nothing wrong with them, they’re not quite as convenient. Another difference is how the screw closes that movable jaw. when you rotate the screw, you move that movable jaw toward the part and you start clamping on it, that jaw is going to want to move in the path of least resistance. because it’s a movable jaw, there has to be some amount of clearance for it to move or slide. as you tighten it down, it’s prone to jaw lift. the jaw will want to deflect or flex up, instead of going straight into your part. most CNC Vises overcome this with two inclined planes that act against each other. when you tighten that screw down, the top triangle is pushing against the lower triangle on the movable jaw. this way does not only give you clamping force forward, but also downward to help minimize or eliminate jaw lift.
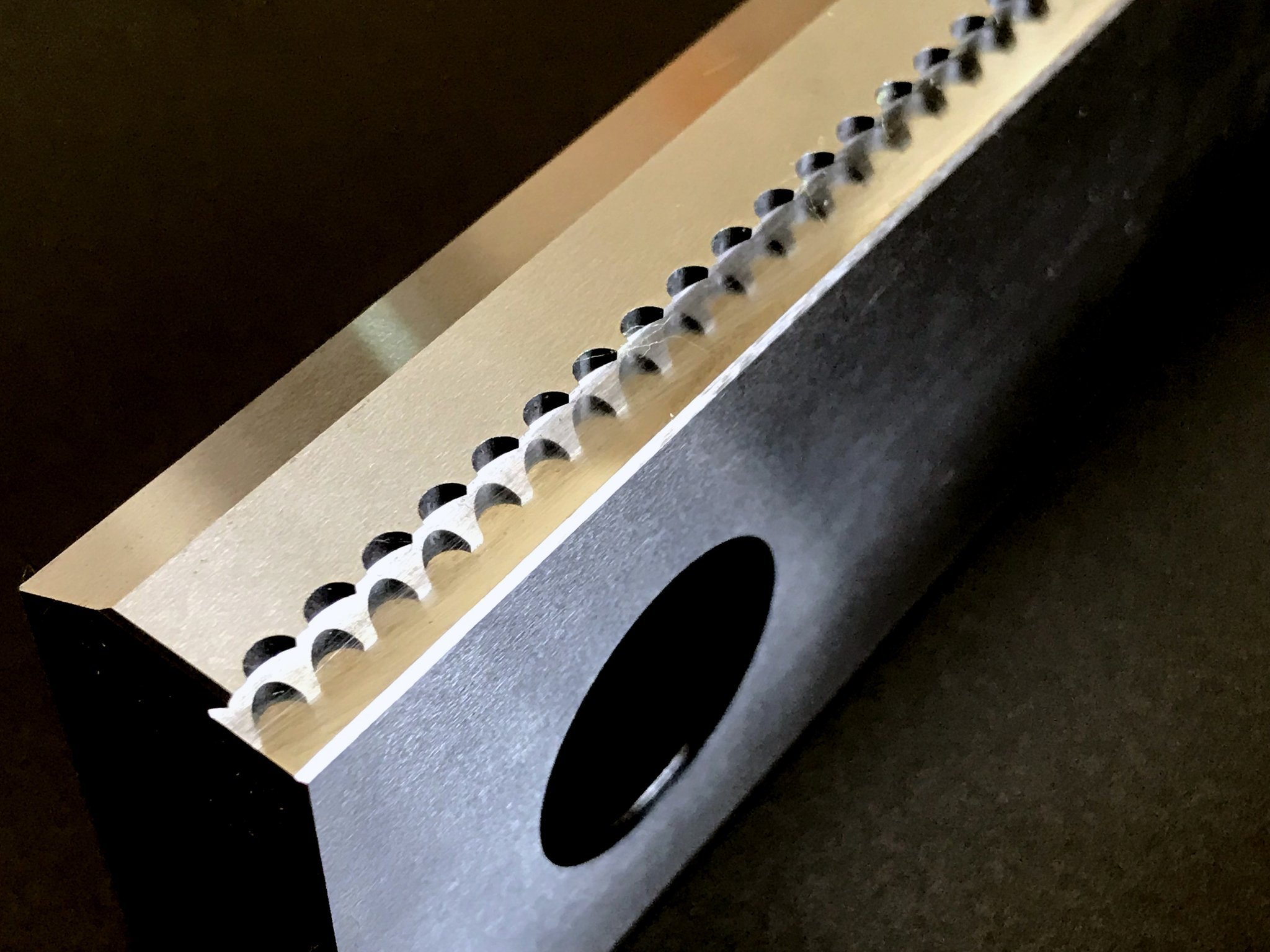
The third difference is the jaws themselves. often on a bench vise, you’re going to see serrations. on a machine Vise, it’s smooth. serrations are great they bite into that two by four when you’re on that home renovation project. on a machinist fight that wouldn’t work, because we want to hold our parts accurately, we don’t want to mar them with the imprint of a serration. Even though a machinist’s Vise has smooth jaws, they’re still able to offer incredible work holding power through the amount of clamping force that’s applied with the screw. it’s common for a six-inch machinist vise to offer five to ten thousand pounds of clamping force on a part.
Clamping Force vs. Clamping Pressure
Clamping force means when you apply a consistent amount of torque on the screw, it’s going to push forward with a consistent amount of force. clamping pressure has to do with how you distribute that force across the surface area of your part. you can clamp with a relatively thin amount of material in the vise jaws without compromising the work holding. because you’re taking that fixed amount of force distributing it across a smaller surface area. this gives you relatively consistent pressure.
Take the example of widget 203, Starting with a bracket part, we use a traditional vise but the jaws are a little bit different. to minimize the amount of material, use talon jaws. this material is extrusion, mostly aluminum. the extrusion lines along the x-axis of this part. there will be some amount of tension or stress in this material. although aluminum 6061 doesn’t have as much stress as cold-rolled steel, nevertheless, there is some stress. when using traditional vise jaws, the part might curve or bow a little bit, ways to solve that range from sending material out to be de-stressed that can be done in its billet form or it can be done when you’ve done an op-1 where you’ve left additional material. you can also minimize that by trying to remove equal amounts of material on both sides of the part. you can also try to cut away that bottom plane, leaving as much material as you can to accommodate that flex, re-clamping it in a stress-free state to re-decking the material again.
Hopefully, these workholding techniques will serve as a resource or a way to inspire you when you’re trying to figure out what’s the right way to hold onto a part or build that fixture.
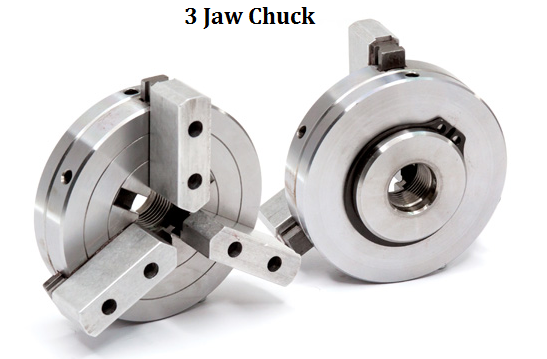 What is Three Jaw Chuck & How Does It Work | Lathe Chuck Types | CNCLATHING
What is Three Jaw Chuck & How Does It Work | Lathe Chuck Types | CNCLATHING
 Guide to CNC Chuck: Definition, Working Principle, Parts, Types and CNC vs Manual Chuck
Guide to CNC Chuck: Definition, Working Principle, Parts, Types and CNC vs Manual Chuck
 How To Select The Right CNC Lathe Spring Chuck?
How To Select The Right CNC Lathe Spring Chuck?
 What Is a Collet Chuck | Collet Chuck vs 3 Jaw Chuck, What’s the Difference
What Is a Collet Chuck | Collet Chuck vs 3 Jaw Chuck, What’s the Difference
 Classification of 8 Common Plastic Molds in CNC Machining
Classification of 8 Common Plastic Molds in CNC Machining
 How To Install & Remove Lathe Chuck – Step By Step Guide For Lathe Chuck Installation & Removal
How To Install & Remove Lathe Chuck – Step By Step Guide For Lathe Chuck Installation & Removal
