What are the main factors that cause the tool crash in the CNC machining center and how to avoid CNC machining center crashing tool accident? Here’s everything you need to know.
1. It’s not confirmed whether the machine tool is locked
Because CNC machining center is locked by software, when the automatic operation button is pressed in the simulation interface, it is not intuitive to see whether the machine tool has been locked. When simulating, there is often no tool setting. If the machine tool is not locked, it is easy to crash the tool. Therefore, before the simulation processing, you should go to the operation interface to confirm whether the machine tool is locked.
2. Forget to turn off the idle switch during machining
In order to save time, the idle switch is often turned on during program simulation. Idle operation means that all moving axes of the machine tool run at the speed of G00. If the running switch is not turned off in the processing time and space, the machine tool will ignore the given feed speed and run at the speed of G00, resulting in knife strike and machine collision accidents.
3. There was no return to the reference point after the simulation
When checking the program, the machine tool is locked, while the tool relative to the workpiece is running in simulation (absolute coordinates and relative coordinates are changing), the coordinates are not consistent with the actual position, so the method of returning to the reference point must be used to ensure that the mechanical zero coordinates are consistent with the absolute and relative coordinates. If no problem is found after checking the program, the tool will collide.
4. The overtravel is not in the right direction
When the machine tool overtravel, you should press and hold the overtravel release button, and move in the opposite direction manually or by hand. However, if the direction of removal is reversed, the machine tool will be damaged. Because when the override release is pressed, the override protection of the machine tool will not work, and the travel switch of the override protection is already at the end of the travel. At this time, it may cause the worktable to continue to move in the direction of overtravel, and eventually pull the screw, causing damage to the machine tool.
5. The cursor position is not correct when the specified row is running
When the specified row is running, it is often executed downward from the position of the cursor. For the lathe, it is necessary to call the tool offset value of the tool used. If the tool is not called, the tool running the program segment may not be the desired tool, and it is very likely that the tool collision accident will be caused due to different tools. Of course, in the machining center, CNC milling machine must first call the coordinate system, such as g54 and the length compensation value of the tool. Because the length compensation value of each knife is different, if it is not called, it may cause knife collision.
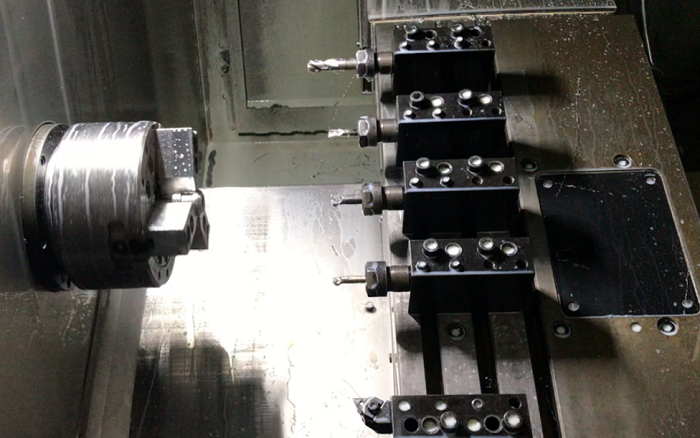
6. Improper operation will cause cutter collision in CNC machining center
When the operator operates the CNC lathe to process the workpiece, the tool setting error or tool wear will affect the dimensional accuracy of the workpiece, so the tool must be compensated. The tool compensation should pay attention to the compensation direction and the amount of compensation. Regularly check whether the tool compensation value is correct. When inputting the tool compensation value, if the “+” sign is outputted as “one” and “X0.08” is inputted as “X8”, it may happen that the tool directly rushes to the workpiece or the chuck after executing the program, causing the workpiece to be scrapped, tool damage, chuck crash and other accidents.
These are CNC machining center tool collision reasons and hope this guide can help you avoid a knife collision of CNC machining center. With the development of technology, advanced technologies such as tool damage detection, machine tool anti-collision detection, machine tool adaptive processing and so on appear, which can better protect the CNC machine.
 Types of Cutter Compensation: Tool Length & Cutter Radius Compensation Definition and G-Code
Types of Cutter Compensation: Tool Length & Cutter Radius Compensation Definition and G-Code
 Error Compensation For Improving Machining Accuracy Of CNC Machine
Error Compensation For Improving Machining Accuracy Of CNC Machine
 What is the Compensation Function of CNC Lathing?
What is the Compensation Function of CNC Lathing?
 Application Of Error Compensation In Improving Machining Accuracy | CNCLATHING
Application Of Error Compensation In Improving Machining Accuracy | CNCLATHING
 CNC Machine G-Code Tutorial – List Of G-Codes For CNC Programming | CNCLATHING
CNC Machine G-Code Tutorial – List Of G-Codes For CNC Programming | CNCLATHING
 5 Technology Skills Of CNC Machining Center You Should Know | CNCLATHING
5 Technology Skills Of CNC Machining Center You Should Know | CNCLATHING
