- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2021.6.25
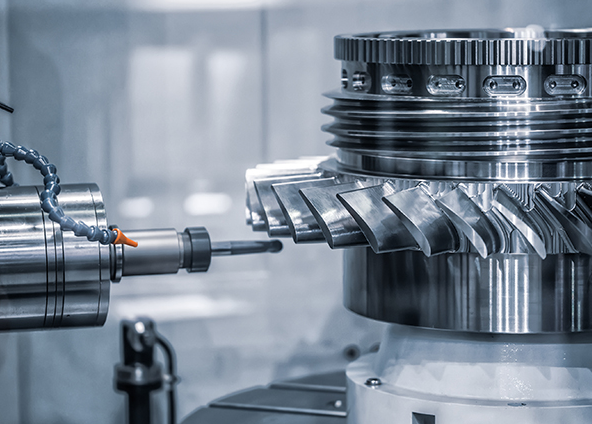
CNC machining center is a kind of high-precision, high-efficiency automatic metal processing equipment, equipped with multi position turret or power turret, which can process linear cylinder, oblique cylinder, arc and various thread, groove, worm and other complex workpieces. It has various compensation functions of linear interpolation and arc interpolation, and has played a good economic effect in the mass production of complex parts. However, any problem in the control system, drive system and the electrical and mechanical system of the controlled object will lead to the error problem. In the following guide, we briefly introduces the causes and solutions of the error in the CNC machining.

 Error Compensation For Improving Machining Accuracy Of CNC Machine
Error Compensation For Improving Machining Accuracy Of CNC Machine
 Application Of Error Compensation In Improving Machining Accuracy | CNCLATHING
Application Of Error Compensation In Improving Machining Accuracy | CNCLATHING
 What Causes Roundness Errors On Machining Centers & How To Fix Them | CNCLATHING
What Causes Roundness Errors On Machining Centers & How To Fix Them | CNCLATHING
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 What is Helical Milling | How to Program Helical Interpolation | CNCLATHING
What is Helical Milling | How to Program Helical Interpolation | CNCLATHING
