- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2022.11.29
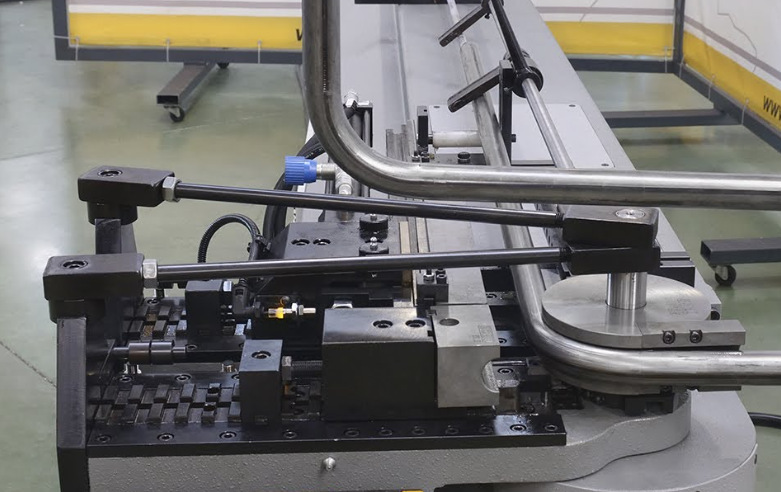
The key process flow of aluminum alloy products forming. The processing of aluminum alloy parts includes traditional laser cutting raw materials, blanking parts processing, bending forming, aluminum alloy bending and other methods and performance parameters. Today, the aluminum alloy parts processing factory wants to know how many methods are available for aluminum alloy bending in aluminum alloy parts processing, and how to reduce the damage degree when CNC aluminum alloy bending?
 Types of Bearings and Their Applications | Bearing Classification, Definition & Function
Types of Bearings and Their Applications | Bearing Classification, Definition & Function
 CNC Bending Machine Features, Components & Types – 3 Axis vs 5 Axis Bending Machine
CNC Bending Machine Features, Components & Types – 3 Axis vs 5 Axis Bending Machine
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 Window Machining & Tabbing For CNC Fixturing – 5 CNC Techniques For Multiple Axis CNC Machining Applications
Window Machining & Tabbing For CNC Fixturing – 5 CNC Techniques For Multiple Axis CNC Machining Applications
 3 Process and 6 Options to Quickly Deal With the Deformation of Aluminum Alloy Parts
3 Process and 6 Options to Quickly Deal With the Deformation of Aluminum Alloy Parts
 Tips On How To Run A 9 Axis Lathe
Tips On How To Run A 9 Axis Lathe
