- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2021.3.25
What are sheet metal and its thickness range? Sheet metal is formed by metal into thin sheets. It ranges from 0.4 millimeters to 6 millimeters. Below zero point four millimeters is called foil and above six millimeters called a plate.
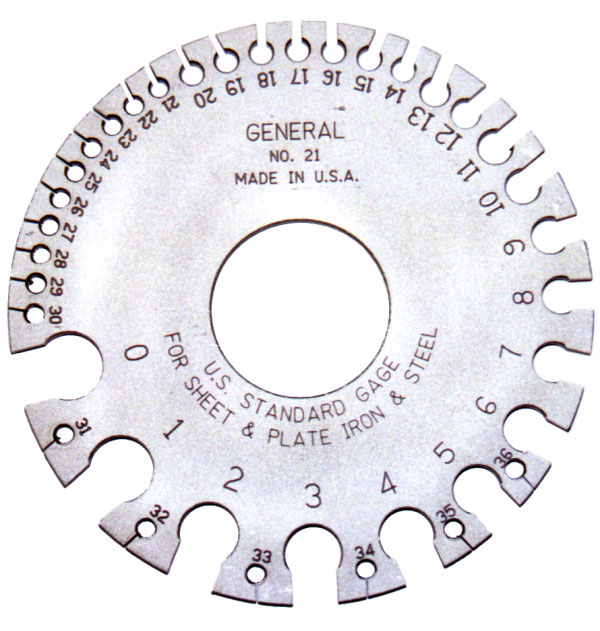
Sheet metal thickness is measured by gauge. Greater the gauge number, thinner of a sheet of metal. The picture below is the sheet metal gauge tool. With the help of this, you can measure sheet metal thickness. Sheet metal is used in various sectors like automobiles, railway cars, locomotive, electrical panels, office furniture, etc. Sheet metal has many advantages like high strength, good dimensional accuracy, good surface finish, low cost, fast production, and economical mass production for large quantities.
For making sheet metal parts, you have to perform a few operations. First is the cutting process. after cutting you have to perform bending and drawing operations. Cutting operation performed by two types of methods, cutting with shear which includes shearing, blanking, punching. and second is cutting without shear operation. cutting with a sheer operation performed by dye and punch, on the other hand without a sheer cutting operation performed by laser cutting machine. Then step two for cutting with sheer operation is performed by plastic deformation. Step three is using the penetration method by using punch compresses, the last step is the fracturing process, the fracture is initiated. Sheet metal cutting operation you can perform by blades, chains, or wires to make cuts in metal. Sheet metal fabrication tools used for sawing can include: hacksaw, chop saw, jigsaw, and band saw.
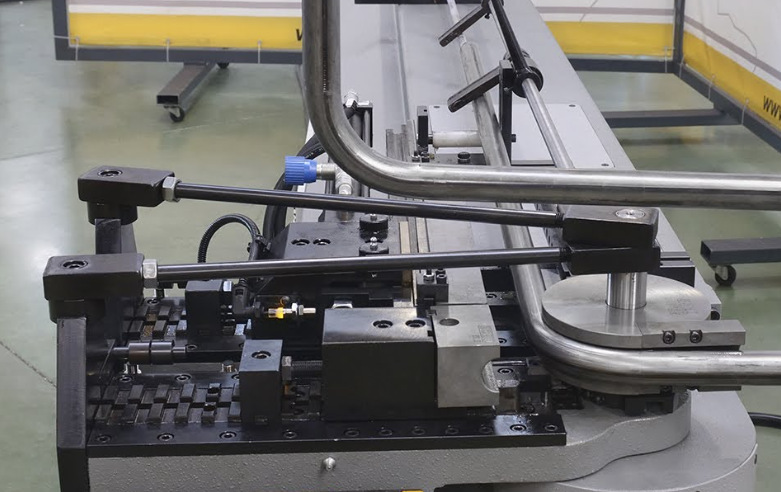
Sheet metal bending is a metal forming process in which a force is applied to a piece of sheet metal, causing it to bend at an angle and form the desired shape. Bending operation is permanent defamation about the new tool axis. Bending a sheet metal around a straight axis, take a permanent bend. Bending operation performed by two types first is by using V-die and second is edge bending. V bending performed with a v-shaped die. Die are many types, the die is commonly used. According to requirements, you choose V to die or wiping die. The dye is commonly used in the press brake machine for low production, performed on a press brake. V-dies are simple and inexpensive.
The concept of forming with punch press tooling allows traditional punch press style forming tools to be used in a press break. A system that allows the components of the punch press style forming tools to be used on a press brake. In the sheet metal fabrication world, there’s a lot of situations where forms need to be made in the sheet metal, such as round emboss or other a lot more complicated forms that can also be made. The tool that would be used in a traditional punch press: a simple punch and die and holder that tool can go in for the punch press, along with its stripper plate. If you want to run all of those tools in a brake press instead of in the punch press. The press brake machine can be used to use these same components. The system allows you to use your punch first dueling in fresh bread for those situations where you don’t want to fit the party in your punch press for some reason. That’s all for the sheet metal cutting and bending process breakdown, click here to see more.
 CNC Bending Machine Features, Components & Types – 3 Axis vs 5 Axis Bending Machine
CNC Bending Machine Features, Components & Types – 3 Axis vs 5 Axis Bending Machine
 Guide to Metal Fabrication: Types of Fabrication Process and Material Selection | CNCLATHING
Guide to Metal Fabrication: Types of Fabrication Process and Material Selection | CNCLATHING
 What Are Sheet Metal Screws – Sheet Metal Screw Types, Uses, Sizes & Comparison with Others
What Are Sheet Metal Screws – Sheet Metal Screw Types, Uses, Sizes & Comparison with Others
 What is Drop Forging: Definition, Process, Types, Advantages, Applications, Die Design
What is Drop Forging: Definition, Process, Types, Advantages, Applications, Die Design
 How to Cut Aluminum Sheet Metal Fast | Best Way & Tool to Cut Aluminum Sheet | CNCLATHING
How to Cut Aluminum Sheet Metal Fast | Best Way & Tool to Cut Aluminum Sheet | CNCLATHING
 What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
