- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2023.7.13
 Types of Tungsten Alloys | Tungsten Properties, Advantages, Uses and More
Types of Tungsten Alloys | Tungsten Properties, Advantages, Uses and More
 EBM vs. EDM: Differences in Process, Applications, Materials, Surface Roughness, Cost
EBM vs. EDM: Differences in Process, Applications, Materials, Surface Roughness, Cost
 Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
 What is Heliarc Welding – Principle, Machine, Use, Cost, Difference Between TIG and Heliarc Welding?
What is Heliarc Welding – Principle, Machine, Use, Cost, Difference Between TIG and Heliarc Welding?
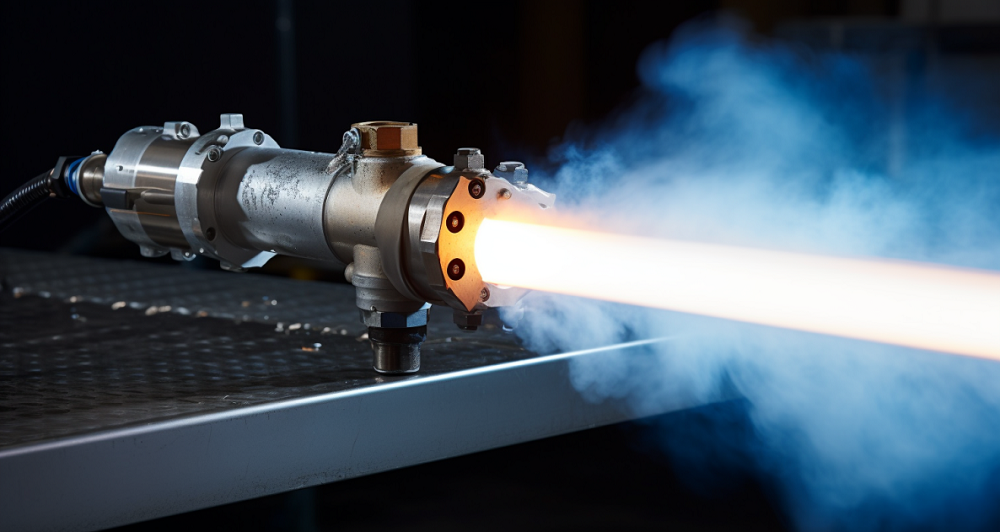 What is HVOF Coating – HVOF Thermal Spray Process, Materials, Benefits, Machine, Applications
What is HVOF Coating – HVOF Thermal Spray Process, Materials, Benefits, Machine, Applications
