- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2020.5.30
 How To Remove a Broken Tap in CNC Machining?
How To Remove a Broken Tap in CNC Machining?
 Thread Tapping Process Problems, Reasons and Solutions or Correction Tips
Thread Tapping Process Problems, Reasons and Solutions or Correction Tips
 UNC and UNF Thread Chart PDF (Dimensions, Diameter, Size in MM/INCH)
UNC and UNF Thread Chart PDF (Dimensions, Diameter, Size in MM/INCH)
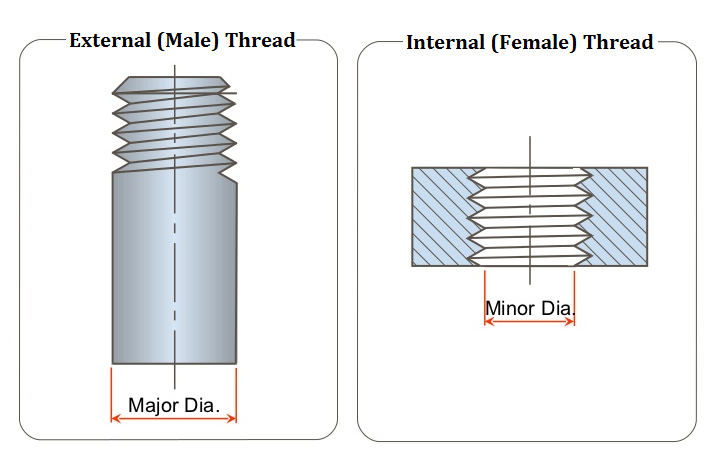
 Thread Types, Terms, Designation, and How to Identify & Measure Threads | CNCLATHING
Thread Types, Terms, Designation, and How to Identify & Measure Threads | CNCLATHING
 How to Cut Threads on a Lathe – Thread Cutting Speed, Tool, G-code & Methods
How to Cut Threads on a Lathe – Thread Cutting Speed, Tool, G-code & Methods
 List of Drill Bit and Tap Sizes – Drill Size Chart and Tap Size Chart | CNCLATHING
List of Drill Bit and Tap Sizes – Drill Size Chart and Tap Size Chart | CNCLATHING
