- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2020.2.18
Up milling and down milling are two common CNC milling processes, from the definitions, follow us to compare them and learn about the difference between up milling and down milling.
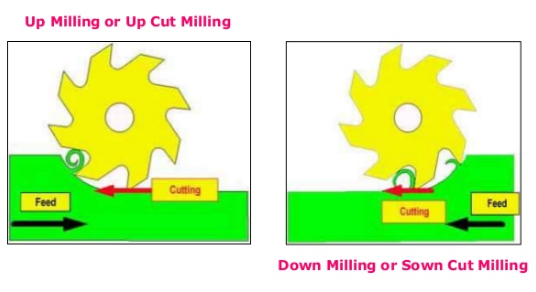
Up milling (conventional milling) is the milling process when the milling cutter cut the workpiece, the direction of cutting speed is opposite to that of the CNC milling part feeding towards.
Down milling (climb milling) refers to the milling process in which the rotating direction of the milling cutter is the same as the feed direction of the workpiece, that is, the component of the force exerted by the milling cutter on the workpiece in the feed direction is the same as the feed direction of the workpiece.
Down milling vs up milling, what are the differences between them and which one to choose? Compare up milling and down milling, here are some conclusions.
1) Application
– Down milling: the force in the vertical direction exerted by the milling cutter on the part is always downward, which has a pressing effect on the milling part, cutting steadily, suitable for difficult to clamp and thin and slender sheet type workpiece.
– Up milling: the vertical component force is upward, workpiece needs larger clamping force.
2) Surface quality
– Down milling: when the cutting edge of the milling cutter cuts into the workpiece at the first time, the chip thickness is the largest, and gradually reduces to 0. The blade wear is slow, and the surface quality is good.
– Up milling: the chip thickness is changing from 0 to the maximum. The cutter can’t cut into the part at the beginning, the work hardening will reduce the surface quality.
3) Movement of worktable
– Down milling: the horizontal component force is the same as the feed direction of the worktable, when the gap between the feed screw of the worktable and the nut is large, the worktable is easy to axial wobble, resulting in the cutter teeth break, shaft bent, the workpiece and fixture are displaced and even the machine tool is damaged.
– Up milling: the force is opposite to the feed direction of the worktable, which won’t move.
4) Cutter wear: faster in up milling or conventional milling.
– Down milling: the cutting is from thick to thin, and the cutter teeth cut from the surface that not have been machined, which is beneficial to the use of the milling cutter.
– Up milling: when the cutter teeth contact the workpiece, they can’t cut into the metal layer immediately, but slide for a short distance on the workpiece surface. In the sliding process, due to strong friction, a lot of heat will be generated. At the same time, the hardened layer is easy to form on the surface to be machined, which reduces the durability of the cutter.
5) Power consumption
Power consumed in feed motion: up milling is higher than forward milling. Under the same cutting condition, the power consumption of down milling is 5% – 15% lower
6)Chip removal: down milling is more suitable for chip management.
Down milling is a general choice to improve surface finish and ensure the accuracy. But if there is hard layer, slag deposit on the cutting surface and the surface of the workpiece is uneven, for example, when processing forged blank, the up milling should be employed.
 Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
 3 Process and 6 Options to Quickly Deal With the Deformation of Aluminum Alloy Parts
3 Process and 6 Options to Quickly Deal With the Deformation of Aluminum Alloy Parts
 What is Milling Cutter & Mill Cutter Types – Tips for Selecting Right CNC Cutting Tools | CNCLATHING
What is Milling Cutter & Mill Cutter Types – Tips for Selecting Right CNC Cutting Tools | CNCLATHING
 How Do You Compare Up Milling And Down Milling For CNC Machining
How Do You Compare Up Milling And Down Milling For CNC Machining
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 Straightness vs Flatness – Difference Between Flatness and Straightness
Straightness vs Flatness – Difference Between Flatness and Straightness
