- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2021.6.19
There are a number of different rapid prototyping methods you can use for your product stage and functional requirements. In this article, we outline 6 top prototyping methods for your consideration here, CNC machining, polyurethane vacuum casting, and three plastic 3D printing methods: SLA, FDM and Powder Bed Fusion. Along with the benefits and drawbacks of each. That way, you can make the most informed decision about which rapid prototyping method is right for you.
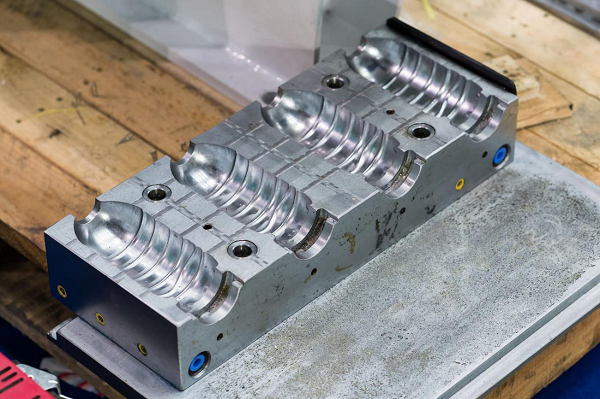
 Classification of 8 Common Plastic Molds in CNC Machining
Classification of 8 Common Plastic Molds in CNC Machining
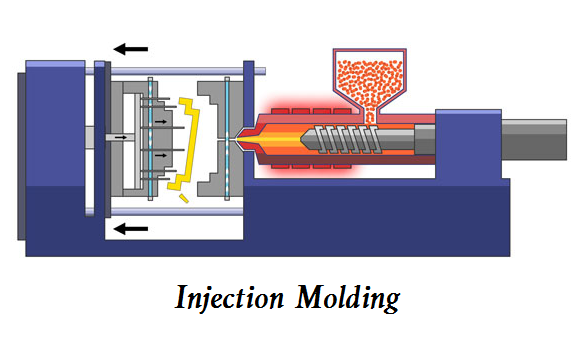 Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
 3D Printing Vs Injection Molding – What Is The Difference Between 3D Printing And Injection Molding
3D Printing Vs Injection Molding – What Is The Difference Between 3D Printing And Injection Molding
 Investment Casting vs. Sand Casting: Progress, Material, Surface Finish, Dimension, Cost Differences
Investment Casting vs. Sand Casting: Progress, Material, Surface Finish, Dimension, Cost Differences
 Vacuum Coating vs Water Coating: Different Between Vacuum Metalizing and Electroless Plating
Vacuum Coating vs Water Coating: Different Between Vacuum Metalizing and Electroless Plating
 What is Rapid Prototyping | Definition, Advantages, Disadvantages, Techniques & Methods for Prototyping | CNCLATHING
What is Rapid Prototyping | Definition, Advantages, Disadvantages, Techniques & Methods for Prototyping | CNCLATHING
