
MJF stands for Multi Jet Fusion, which is an abbreviated term for a specific additive manufacturing technology used in HP’s 3D printers. MJF has gained popularity in recent times compared to other 3D Printing methods, as it enables the transition from rapid prototyping to direct manufacturing of final products. This technology allows for the production of robust and highly detailed end products while maintaining high productivity. In this discussion, we will explore what Multi Jet Fusion is, how it works, and why it is suitable for mass production, the level of precision it can achieve, and highlight its features and recommended applications by comparing actual samples. Then we also discuss the differences between MJF and SLS 3D Printing!

What is Multi Jet Fusion 3D Printing?
MJF) full form – Multi Jet Fusion, is an additive manufacturing technology developed by HP Inc. This 3D printing technique swiftly produces elaborate and sophisticated parts by layering powdered thermoplastic materials. Usually, a thermoplastic polymer, a thin coating of powdered material, typically MJF, is laid over a construction platform. The fusing agent is then selectively deposited by an inkjet array onto the powdered material, therefore facilitating the fusion process. To enhance the surface finish as well, a detailing agent is used. A heating element runs over the whole bed following every layer print, fusing and solidifying the powdered material. Layer by layer, this process is continued until the last object is created. It makes quick, strong, and extremely detailed end products possible. It greatly lowers costs and increases production compared to conventional 3D printing techniques.
Multi Jet Fusion Features & Advantages
MJF’s main benefit is that it lets designers satisfy the necessary strength, homogeneity, and robustness for the final product while nevertheless letting them reach the intended shape free from manufacturing process restrictions. Moreover, MJF is especially made for mass production, thereby guaranteeing that the production efficiency stays high even while manufacturing big volumes and constantly guarantees high-quality parts.
Combining the special fabrication technique of MJF with the possibilities of 3D printing technology gives the manufacturing and creative sectors fresh value:
Main Benefits of MJF include:
- Ability to mass-produce custom-made products.
- Quick transition to the production process with just 3D data.
- Manufacture from prototypes to final products without the need for traditional factories.
- Cost reduction and shorter lead times compared to conventional cutting or injection molding methods.
- Capability to produce complex shapes as a single piece, reducing assembly efforts.
- Minimal variation in strength due to isotropy.
- High material reusability, with the need for additional material only when reusing for the next production (in the case of PA12).
- High airtightness, making it suitable for producing parts without air leaks and for pneumatic applications.
- MJF (Multi Jet Fusion) manufacturing method also contributes to sustainability. It recycles and reuses a significant portion of the unused powdered material during the manufacturing process. With precise heat control using two types of agents, it achieves an industry-leading recycling rate of up to 80% (for PA12). Additionally, PA11 is derived from plant-based materials, making it an environmentally friendly option.
Not only MJF, but 3D printed products, in general, align with the concept of sustainable production by enabling manufacturing only when needed, using the necessary materials, and producing as much as required.
MJF Disadvantages
While MJF can achieve cost-effectiveness in terms of per-part manufacturing cost, the initial investment cost (equipment acquisition cost) is relatively high, which may result in higher overall costs depending on the frequency of printing.
HP Multi Jet Fusion Price
The price of HP Multi Jet Fusion 3D printers can vary depending on the specific model and configuration, as well as any additional accessories or options. As of my knowledge cutoff in September 2021, HP Multi Jet Fusion printers range in price from approximately $50,000 to several hundred thousand dollars. However, prices can change over time, so it’s recommended to check with HP or authorized resellers for the most up-to-date pricing information.
MJF Materials – What Materials are Compatible with the Multi Jet Fusion Method?
The mainstay material for MJF (Multi Jet Fusion) is nylon, particularly polyamide (PA), which is suitable for the final product. The list of MJF 3D printing materials available includes:
- – PA11: A plant-derived nylon material with excellent flexibility, with higher toughness compared to PA12.
- – PA12: A versatile low cost nylon material with excellent strength and physical properties that can be used for various applications.
- – PA12GB (Glass Beads): A enhanced nylon material of PA12 that provides superior stiffness compared to PA12, with glass beads incorporated.
- – PA12W (White): A white nylon material with excellent design aesthetics, suitable for various environments.
MJF Modeling Process – How Does Multi Jet Fusion Work?
Multi Jet Fusion process consists of four main steps, allowing for strong and high-precision 3D printing. This process is executed rapidly. Here are the steps:
Step 1: Powder Bed Preparation
Fine powdered thermoplastic material is laid down across the entire printing area.
Step 2: High-Speed Inkjetting of Agents
The inkjet head, integrated into the 3D printer, rapidly moves across the printing area, dispensing two different types of ink agents unique to HP’s technology:
- – Fusing Agent: A dissolution promoter
- – Detailing Agent: A surface decorating agent
These agents play crucial roles in the printing process. The Fusing Agent facilitates powder fusion, while the Detailing Agent prevents fusion, achieving precise control in the printing process.
Step 3: Thermal Energy Application using a Lamp
After the ink agents are deposited, a halogen lamp applies thermal energy over the entire printing area to melt and fuse the powdered resin. Temperature sensors located on top of the printer ensure precise temperature control for quality management. By effectively providing thermal energy and achieving fast melting and fusion, MJF produces 3D printed products with excellent toughness, strength, and impact resistance.
Step 4: Iterative Layering Process
The aforementioned steps (1-3) are rapidly repeated, layer by layer, to manufacture the solid 3D object. Additionally, as the unused powdered material remains in powder form and is not turned into a printed part, there is minimal material waste. This makes MJF a highly sustainable 3D printing method.
MJF Finishing – What Post-Processing Methods are Required for Multi Jet Fusion?
MJF does not require support structures (structures solely for supporting the object during printing that are removed afterward), making post-processing relatively simple. As mentioned earlier, MJF leaves unused powder material surrounding the printed object, which serves as the support. This eliminates the need for special materials or structures dedicated to support. Therefore, it is possible to create the desired shape based on the designer’s original design.
After the cooling stage, the remaining powder is removed through processes like bead blasting, air blasting, or water jet blasting. Manual post-processing, such as polishing, can also be done using tools or machines like tumblers.
MJF Applications – What are Multi Jet Fusion Used For?
One of the significant features of MJF is its ability to achieve the high strength and precision required for industrial products through 3D printing. As a result, it can be used for a wide range of applications, including functional prototyping, design evaluation, factory tooling, and final product manufacturing. Moreover, due to its high printing speed, MJF is well-suited for both medium-scale production and large-scale production exceeding tens of thousands of units.
Why is MJF suitable for final products? Since 3D printed products are manufactured by laminating layers, it was considered that they were not suitable for the final product level due to variations in strength in the lamination direction. MJF has been able to eliminate these issues by minimizing this variation in strength (anisotropy). It becomes possible to manufacture products that effectively utilize the material properties of nylon materials. In particular, “PA12W White”, which has been introduced in recent years, can be used not only for dyeing purposes, but also as parts with high design qualities even after modeling.
Why is MJF suitable for mass production? The challenges when using 3D printers for mass production were productivity and production cost per unit. MJF has both printing speed and production efficiency that could not be achieved with conventional 3D printers, and has succeeded in greatly improving productivity. By increasing productivity, production costs for each part can be reduced.
MJF Applications by Industry
MJF is unique in its use in industries with high standards, such as the automotive industry and medical technology. Now, let’s take a look at examples of MJF utilization by industry both domestically and internationally.
- Dental/medical industry: prototype of personalized aligners – Orthodontic aligners (mouthpieces) must be personalized to each patient’s oral environment. At the same time, we are able to provide 400 tooth profiles and 50,000 mouthpieces per day with short delivery times and low costs.
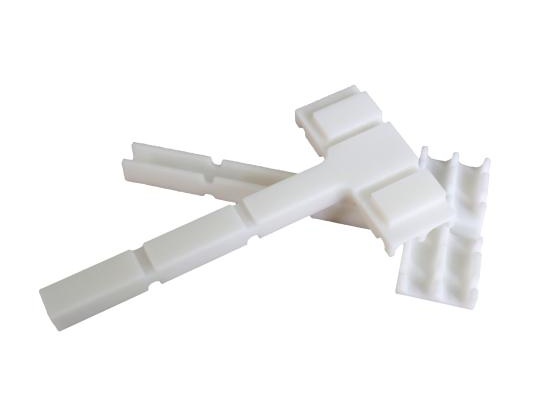
- Manufacturing industry (industrial equipment): Cooling duct parts – This is an example of a cooling duct installed inside an HP printer. The parts that were previously manufactured by assembling six parts and screws have been integrated and manufactured in a shape that reflects the analysis results in order to create the optimal air flow. This reduces manufacturing costs by 34% and increases airflow by 22%. Additionally, by printing the required amount at the required time, we are able to review parts inventory management and improve total costs.
- Aerospace industry: Prototype – PA12GB MJF 3D Printing even can be used for their satellite prototype. 3D printed objects are used not only to check mechanical designs, but also as communication tools with internal members.
MJF (Multi Jet Fusion) vs SLS (Selective Laser Sintering), What are the Differences & Which is Better?
HP’s Multi Jet Fusion (MJF) and Selective Laser Sintering (SLS) are two common processes for 3D printing powder materials. In both processes, parts are created by thermally fusing (or sintering) polymer powder particles layer by layer. The materials used in both MJF and SLS are thermoplastic polymers (usually nylon) in granular form. Essentially, MJF is a combination of SLS and binder jetting. The main difference between MJF and SLS is the heat source. SLS uses a laser to scan and sinter each cross-section, while in MJF, ink (fusing agent) is dispensed on the powder to promote infrared light absorption. The infrared energy source is then passed through the build platform, fusing the inked areas.
Since MJF and SLS produce very similar parts, it is important for designers to understand the subtle differences when ordering either process. We conducted a rigorous comparison of HP’s Multi Jet Fusion (MJF) and Selective Laser Sintering (SLS) in terms of accuracy, materials, cost, and lead time.
1. Manufacturing process and workflow:
The following is a summary of the manufacturing process of the two technologies, which shows why HP Nylon has a shorter construction period
Selective laser sintering SLS:
First, a thin layer of powder is covered on the build platform. Then, a CO2 laser scans each cross section to sinter the powder. Then, the platform moves down one layer and repeats the process until the print is complete. The entire hopper must cool before the part can be removed from the powder.
Multi-jet melting MJF:
First, a thin layer of powder is spread on the build platform, where it is heated to a temperature close to sintering, and a carriage with an inkjet nozzle (similar to the nozzle used in desktop 2D printers) passes over the bed to deposit a flux on the powder. At the same time, a refiner that inhibits sintering is printed near the edge of the part. Then, a high-power infrared energy source passes through the build bed, sintering the area where the flux is allocated, while the remaining powder remains unchanged. Repeat the process until all parts are completed. Similar to SLS, 3D printed parts are encapsulated in powder and need to be cooled before they can be removed.
In SLS, each section is fused point by point, while in MJF, fusion is performed in a linear fashion. However, this does not change the print time significantly, as it is mainly the recoating step (and the total number of layers) that determines the total print time, which is the same for both processes.
One area where MJF is significantly faster than SLS is in bin cooling and post-processing:
HP provides a dedicated post-processing station that speeds up the cooling of the print bin and helps remove the powder. Powder recycled under the MJF process can be recovered 80-85% and reused, while in SLS, the powder is only 50% recyclable.
Faster cooling time and greater recyclability mean that MJF machine operators are less hesitant to start work when the bin is only partially full, while SLS machine operators usually wait for the bin to be full before starting printing. This key difference in the workflow shortens the lead time.
2. Dimensional accuracy
Both MJF and SLS are industrial technologies that provide high dimensional accuracy. However, as can be seen in the table below, MJF has a slight advantage over SLS.
This is mainly because the MJF print head deposits material at 1200 DPI (or about 1 dot per 0.022 mm), while the typical laser spot size of an SLS system is about 0.3 – 0.4 mm in diameter. In addition, the detail agent used in MJF helps print small features and sharp edges.
It is worth noting that both technologies do not require support structures, allowing the creation of free-form models without any support removal marks, and both are prone to warping, so large flat areas must be avoided. In our tests, we experienced that MJF parts were more prone to warping than parts printed with SLS.
3. Appearance and Surface Quality
The fixer currently used in MJF systems is black because dark materials absorb radiation more effectively. As a result, MJF parts have a light gray appearance. An optional post-processing dyeing step can be used to achieve a uniform black finish.
SLS parts are usually printed in white and can be dyed to any color. Gray SLS nylon powder is also available, and parts printed with this material look very similar to MJF parts, but feel smoother to the touch.
The surfaces of parts printed with both technologies are not smooth, but are frosted and grainy, but can be post-processed to very high standards.
4. Material properties
The main material used in both processes is PA 12 (nylon). When printed with this material, MJF parts have superior strength and flexibility and more uniform mechanical properties compared to SLS parts.
However, SLS printers offer more material options, such as carbon-filled PA, aluminum-filled PA (aluminum), and flexible TPU. In addition, SLS is a mature and well-researched process.
5. Cost and delivery cycle
SLS3D printing white high-performance nylon and imported nylon are generally shipped within 72 hours, HP nylon can be shipped within 48 hours and 72 hours, and the fastest delivery can be 24 hours. If you need it, please contact us.
MJF (Multi Jet Fusion) is HP’s proprietary 3D printing technology that can create products suitable for final production and large-scale manufacturing. It offers excellent strength and can be utilized not only in the manufacturing industry but also in a wide range of sectors such as healthcare, aerospace, and space industries, among others. The appeal of 3D printing lies in the ability to freely fabricate desired objects in the desired quantities. Utilize the features of MJF and explore your own unique applications.
Related Articles:
 SLS Nylon Vs MJF Nylon For 3D Printing – What’s The Difference Between SLS & MJF Nylon
SLS Nylon Vs MJF Nylon For 3D Printing – What’s The Difference Between SLS & MJF Nylon
 What Is SLS 3D Printing & How Does It Work | Difference Between SLS and SLM
What Is SLS 3D Printing & How Does It Work | Difference Between SLS and SLM
 Best Waterjet Machines – How to Choose the Right Waterjet Cutting Machine
Best Waterjet Machines – How to Choose the Right Waterjet Cutting Machine
 Rapid Prototyping Methods | 3D Printing, CNC Machining, Vacuum Casting & More
Rapid Prototyping Methods | 3D Printing, CNC Machining, Vacuum Casting & More
 Different Types of 3D Printers – 3D Printing Technology and Machine Types | CNCLATHING
Different Types of 3D Printers – 3D Printing Technology and Machine Types | CNCLATHING
 Polyamide Vs. Nylon Vs. Polyester: Properties, Uses, Advantages & Disadvantages
Polyamide Vs. Nylon Vs. Polyester: Properties, Uses, Advantages & Disadvantages