

Passivation Of CNC Tool: What Is It, How Does It Work
Passivation Services for Stainless Steels and More
CNCLATHING.COM (Junying) provides expert passivation services for stainless, titanium and other alloys across industries like medical, aerospace, cars, and the military. Our passivation surface finishing will protect your metal machined parts from rust, corrosion, and damage from chemicals. We use different methods, like treating metals with nitric acid, citric acid, or a special Acid-Alkaline-Acid (AAA) process. Each treatment is carefully chosen depending on the type of metals and other requirements. Our work follows standards like ASTM A967 and AMS 2700 to make sure everything is done right. We also offer extra cleaning steps, such as ultrasonic cleaning and vapor degreasing, to prepare the metal surfaces perfectly before passivation. CNCLATHING will carry out strict quality inspections before shipping to guarantee high quality and essential properties. Whether you need a fast prototype or large-batch orders, we provide trustworthy and top-quality passivation.


What is Passivation?
What does passivation do? Passivation is a special chemical treatment used on metals like stainless steel and aluminum. It helps the metal resist rust, oxidation, and small chemical attacks. When metal parts are made, processes like cutting or polishing can leave tiny bits of iron on the surface. These bits can cause the metal to rust faster. Passivation removes these bits and makes a protective layer on the metal. This layer keeps the metal strong and safe without changing how it looks, the metal still looks shiny and natural.
Benefits of Passivation Surface Treatment
- Stops Rust and Corrosion: Passivation helps keep metal parts from getting rusty and damaged, so they last longer.
- Makes Metal More Durable: It creates a tough protective shield on the surface that guards against tough conditions.
- Keeps the Dimensions: Passivation doesn’t change the size or shape of the metal parts. It’s gentle and doesn’t damage the metal’s strength or how it works.
- Leaves a Clean Surface: This process leaves the metal surface clean and inactive, which means it won’t react easily with other things.
- Reach Aesthetics Needs: The treated part looks neat and even shiny after passivation, which is important when appearance matters
At CNCLATHING.COM, our passivation services removes loose iron and creates a thin but strong layer rich in chromium and nickel. This layer protects stainless steel from rusting in the future. We adjust our process based on the exact type of metal you have, making sure your parts meet high industry standards.
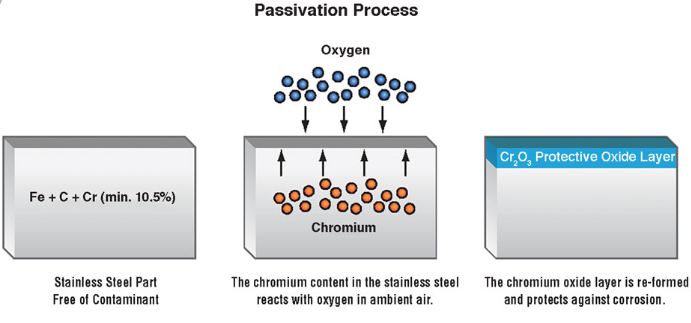
How Does Passivation Process Work?
Our passivation process typically follows these steps:
- Cleaning: First, we clean the metal very well to remove all dirt, oil, rust, and dust so the passivation works better.
- Applying Passivation Chemicals: Next, the metal is soaked in a special acid bath, like nitric acid or safer citric acid, which removes loose iron and helps build a protective layer.
- Rinsing: After soaking, the metal is washed carefully to get rid of any leftover acid and iron particles.
- Forming the Protective Layer: Finally, the metal is treated with certain chemicals or sprays that help create a strong and lasting oxide layer to protect it from rust and damage.
Passivation Specifications & Standards
Passivation of stainless steel is governed by various industry specifications to ensure consistent quality, safety, and effectiveness. These standards define the specific processes, methods, and testing required to achieve proper passivation. CNCLATHING's passivation services conform to a variety of industry standards, including:
Types of Passivation
There are several types of passivation, each suited to different materials and environmental conditions. At cnclathing.com, we can offer the pro passivation coating service based on the specific properties of the metal and the intended application:
| Type | Typical Metal(s) | Process Description |
|---|---|---|
|
Chemical Passivation |
Stainless steel |
Uses acids (nitric or citric) to remove contaminants and promote oxide layer growth. |
|
Electrochemical Passivation |
Aluminum, Titanium |
Electrolytic process forming a thick oxide layer (e.g., anodizing). |
|
Thermal Passivation |
Stainless steel, Aluminum |
Heat treatment to form a protective oxide layer. |
|
Phosphate Coating |
Steel |
Chemical process applying a phosphate layer that resists corrosion. |
|
Chromate Conversion Coating |
Aluminum, Zinc |
Creates a chromate layer to prevent corrosion, often used in aerospace. |
|
Natural Passivation |
Aluminum, Stainless steel |
Metals naturally form a protective oxide layer when exposed to air. |
|
Laser Passivation |
Stainless steel |
Uses lasers to create a controlled oxide layer. |
|
Plasma Passivation |
Various metals |
Utilizes plasma fields to improve surface oxidation and corrosion resistance. |
Applications of Passivation Surface Treadment
Our passivation services meet the demanding needs of various industries:
Medical-Grade Passivation – Junying provides precision passivation for medical components, including surgical instruments and implants. Our processes are tailored to meet ASTM F86 standards, ensuring that your medical devices are safe and durable for long-term use.
Aerospace and Military Applications – For aerospace and military clients, we offer specialized passivation for high-performance alloys used in aircraft and military equipment. Our treatments conform to AMS-QQ-P-35A and other military-grade standards, ensuring your parts can withstand extreme conditions.
Automotive and Industrial Solutions – From ball bearings to fasteners, our passivation services protect critical components in automotive and heavy industrial machinery. With our high-volume barrel plating lines, we can handle both large and small orders efficiently.
Related News




FAQs
Why Choose CNCLATHING for Passivation Surface Treatment Services?
At CNCLATHING, quality assurance (QA) is a top priority. We perform most of our QA testing in-house, in our qualified laboratory, ensuring that our processes meet ASTM and MIL-SPEC standards. This internal QA allows us to deliver consistent, reliable results for every order, no matter the size or volume.
1. Customized Solutions
Our passivation processes are customized to the specific grade of your stainless steel or titanium alloy. Whether you require commercial passivation or precision medical-grade cleaning, we ensure optimal results that meet your exact specifications.
2. Compliance with Stringent Standards
We adhere to industry-leading standards, including:
ASTM A967 (Types II, VI, VII, VIII)
AMS 2700 (Types 1-8)
ASTM A380
MIL-STD-753
These standards guarantee that corrosion-resistant alloys receive the highest level of protection for your applications.
3. Rigorous Internal Quality Assurance
Our in-house laboratory conducts thorough quality assurance testing, conforming to ASTM and MIL-SPEC standards. We perform tests such as the Water Immersion Test, Salt Spray Test, Copper Sulfate Test, and Potassium Ferricyanide-Nitric Acid Test to confirm the effectiveness of the passivation process.
4. Fast Turnaround
At CNCLathing, we prioritize efficiency. We offer same-day quotes and expedited turnaround for urgent projects. Our streamlined processes ensure that your order is completed on time, without compromising quality.
When is Passivation of Stainless Steel Required?
Passivation of stainless steel is required when the metal surface has been exposed to conditions that could introduce contaminants, particularly free iron particles, which can lead to corrosion and rusting over time. These contaminants often result from machining, cutting, milling, welding, or other fabrication processes that expose the metal to iron or other non-stainless materials. Passivation is also necessary when stainless steel components will be used in corrosive environments or applications requiring enhanced corrosion resistance, such as in medical devices, aerospace equipment, military hardware, or marine environments. Additionally, passivation is recommended after surface treatments like heat treatment or welding, which can form oxide films or other residues that need to be removed to restore the material’s protective properties.
Which Passivation Type is Best for Marine Environments?
For marine environments, where exposure to moisture, salt, and harsh conditions is constant, the best passivation methods for the metal parts must offer strong corrosion resistance.
1. Nitric Acid Passivation (Chemical Passivation) for Stainless Steel (especially grades like 316 and 304)
Nitric acid passivation enhances the protective chromium oxide layer on stainless steel, which resists corrosion in chloride-rich environments like seawater.
2. Anodizing (Electrochemical Passivation) for Aluminum
Anodizing greatly increases the thickness of the natural oxide layer on aluminum, providing excellent protection against saltwater corrosion.
3. Chromate Conversion Coating (Alodine) for Aluminum
A chromate conversion coating offers good corrosion resistance in marine environments by creating a protective layer that prevents corrosive elements from reaching the metal underneath.
4. Phosphate Coating for Steel (with a Protective Top Coat)
Phosphate coatings by themselves are not enough for marine environments but are often used as a base layer before applying additional coatings such as paint or powder coatings. They improve adhesion and provide basic corrosion resistance.
5. Thermal Passivation for Stainless Steel
Heat treatment can enhance the formation of the chromium oxide layer, especially in high-alloy stainless steel grades like 316, improving their resistance to chloride-rich environments.
6. Natural Passivation for Stainless Steel (316)
Stainless steel grades with higher chromium and molybdenum content (like 316) naturally form a strong oxide layer when exposed to oxygen, providing good resistance to saltwater.
What Materials Can Be Passivated (When Passivation Is Needed)?
When determining that if your part is suitable for passivation surface finishing, the main factor to consider is the chromium/aluminum content, as high Cr/Al materials have better passivation effects. The properties of the oxide layer are also important; the density is superior to porous layers. The environmental adaptability should also be taken into account.
Materials Suitable for Passivation:
- Stainless Steel (SS304, 316, 17-4PH)
Stainless steels containing a relatively high content of chromium (Cr≥10.5%) are ideal for passivation, because they can form a dense Cr₂O₃ oxide layer in an oxidative environment such as nitric acid or air, which improves the corrosion resistance. Common passivation methods include nitric acid passivation and citric acid passivation. - Aluminum & Aluminum Alloy
Aluminum can also be passivated. It naturally forms an Al₂O₃oxide layer. Anodizing can increase the thickness and hardness of this oxide layer. However, it is important to avoid aluminum alloys with high copper content, as they may exhibit uneven oxide layers. - Titanium & Titanium Alloys
Titanium and titanium alloys can form a TiO₂ oxide layer, and they can be treated with nitric acid passivation. Typical applications include medical implants and chemical processing equipment. - Nickel-Based Alloys
Nickel-based alloys such as Inconel and Hastelloy are rich in nickel and chromium, so they can form a composite oxide layer after passivation. This makes them resistant to both high temperatures and corrosion.
Materials To Be Avoided for Passivation:
- Carbon Steels and Low-Alloy Steels
The oxide layer formed on carbon steels and low-alloy steels is porous and unstable, and further corrosion is easy to occur. For corrosion protection, galvanizing or coating is more recommended than passivation. - Copper and Copper Alloys
The oxides of copper (CuO/Cu₂O) are loose and can’t effectively prevent corrosion. They are also susceptible to damage in acidic environments. - Magnesium and Magnesium Alloys
Similarly, the MgO oxide layer formed on magnesium and magnesium alloys is brittle and porous. In humid environments, it may accelerate corrosion. - Zinc and Galvanized Steels
Zinc oxide (ZnO) dissolves in acidic or alkaline environments. Passivation may compromise the existing protective layer, so zinc and galvanized steel parts are not suitable for passivation. - Non-Metallic Materials
Passivation involves a metal-surface reaction, so it is not applicable to non-metallic materials. Other methods, such as surface modification, should be explored if you are choosing a surface treatment for plastic machined parts.
Is 42CrMo4 Steel Suitable for Passivation?
Take the 42CrMo4 as an example, is it suitable for passivation? If not, which is the best surface finishing service to apply?
No. 42CrMo4 is a low-alloy high-strength steel. Its chemical composition includes 0.38-0.45% carbon, 0.90-1.20% chromium, and 0.15-0.30% molybdenum. It is often used for components requiring high strength and wear resistance, such as gears, shafts, and high-strength bolts. Passivation is not an optimal surface treatment method for 42CrMo4 steel, because passivation typically requires a chromium content of at least 10.5% to form a stable Cr₂O₃ protective layer. However, 42CrMo4 contains only 1% chromium, so it is impossible to form an effective passivation film. Additionally, the iron oxides (Fe₂O₃/Fe₃O₄) formed on its surface are porous and unstable, and can’t provide long-term corrosion protection.
Potential Problems if 42CrMo4 Steel Passivation
- Low chromium content leads to an uneven oxide layer, increasing the risk of pitting corrosion.
- Nitric acid or citric acid may erode the substrate during acid washing, and surface roughness will be deteriorated.
- Acid washing can introduce hydrogen atoms, bringing a risk of hydrogen embrittlement in high-strength steel.
- The passivation film is easily damaged, which means additional coatings are still required for protection.
What to Note in Passivation of 42CrMo4 Steels?
- Thoroughly degrease and acid wash to remove oil and oxide scale, using acids such as phosphoric or hydrochloric acid.
- Control acid concentration (e.g., 10-20% HNO₃) and exposure time (<10 minutes) to avoid excessive acid etching.
- After passivation, rinse with an alkaline solution like Na₂CO₃ to neutralize residual acid.
- Immediately dry the surface and apply rust-preventive oil to delay corrosion.
- Perform subsequent treatments like electroplating or spraying within 72 hours of passivation; otherwise, additional long-term rust prevention measures are necessary.
Which Surface Treatment to Choose for 42CrMo4 Instead of Passivation?
- Phosphating: Forms a phosphate conversion layer (ZnPh/MnPh) that can absorb oil or paint. It is low-cost, suitable as a base layer for coatings, and provides anti-wear and friction-reducing properties. It is commonly used for pre-treating gears and bolts.
- Electroplating: Hard chrome plating is a solution if your parts need to enhance wear resistance, and zinc-nickel alloy plating is good for sacrificial anode protection.
- Quench-Polish-Quench: This involves salt-bath nitriding and oxidation to form Fe₃N/Fe₄N hardening layers and oxide films. It offers high hardness (over HRC 50) and improves corrosion resistance by more than 10 times.
- Hot-dip galvanizing: A method suitable for large structural components like bridge bolts, but may affect the mechanical properties of the base material due to high temperatures.
- Thermal spraying: Such as arc-sprayed zinc/aluminum for long-term corrosion protection in marine environments and HVOF-sprayed WC-Co for ultra-high wear resistance in mining machinery.
Passivation of 42CrMo4 is not effective and is only suitable for temporary rust prevention or pre-treatment for subsequent coatings. For short-term rust prevention, phosphating combined with rust-preventive oil is recommended. For long-term corrosion resistance, zinc plating or the QPQ process may be a better choice. For high wear resistance, hard chrome electroplating or HVOF spraying is advised.