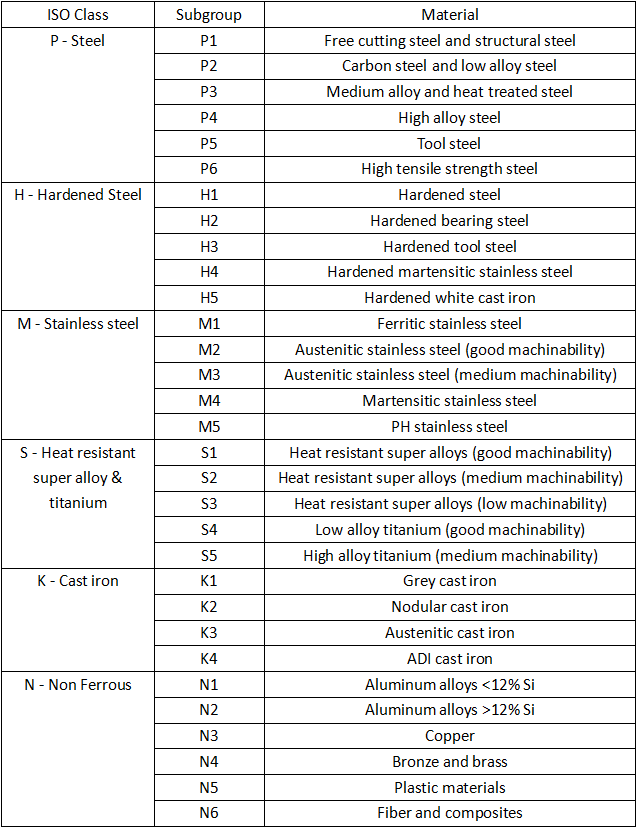
– P (Steel): the most common material group, ranging from unalloyed to high alloyed material, including steel castings, ferritic and martensitic stainless steels. Machinability is normally good, but differs depending on material hardness and content.
– M (Stainless Steel): stainless steel are materials alloyed with a minimum of 12% chromium, other alloys can be nickel and molybdenum. Different conditions such as ferritic, martensitic, austenitic and austenitic-ferritic, make this a large family. They all expose cutting edges to a great deal of heat, notch wear and built-up-edge.
– K (Cast Iron): cast iron is a short-chipping type of material. Grey cast iron (GCI) and malleable cast iron (MCI) are quite easy to machine, while others including nodular cast irons (NCI), compact cast irons (CGI) and austempered cast irons (ADI) are more difficult. All cast irons contain silicon carbide, which is very abrasive to the cutting edge.
– N (Non-Ferrous): non-ferrous metals are softer types of metals such as aluminum, copper, brass, etc. Aluminum with a silicon content of 13% is very abrasive. Generally, high cutting speeds and long tool life can be expected.
– S (HRSA and Titanium): HRSA refers to heat-resistant superalloys, including a great number of high-alloyed iron, nickel, cobalt, and titanium-based materials. They are sticky, create built-up-edge, work hardening and generate heat. They are difficult to cut and have a short tool life.
– H (Hardened Steel): this group covers steels with a hardness between 45-65 HRC and also chilled cast iron around 400-600 HB. The hardness makes them difficult to machine. The materials generate heat during cutting and are abrasive to cutting edges.

 What is Cast Iron – Properties, Types, Usage in CNC Machining, Differences from Steel
What is Cast Iron – Properties, Types, Usage in CNC Machining, Differences from Steel
 Surface Modification of Carbon Fiber Based On Nylon Composites
Surface Modification of Carbon Fiber Based On Nylon Composites
 Stainless Steel Families & Grades Chart (Chemical Composition, Properties & Uses)
Stainless Steel Families & Grades Chart (Chemical Composition, Properties & Uses)
 Carbide & HSS Reamer Speeds and Feeds (RPM) Chart in Metric
Carbide & HSS Reamer Speeds and Feeds (RPM) Chart in Metric
 ISO Standards for Fasteners | Differences Between ANSI and ISO Standards
ISO Standards for Fasteners | Differences Between ANSI and ISO Standards
 CNC Milling Tips and Tricks for Different Materials: Stainless Steel, Aluminum Alloy, Titanium and More | CNCLATHING
CNC Milling Tips and Tricks for Different Materials: Stainless Steel, Aluminum Alloy, Titanium and More | CNCLATHING
