1. Choose a proper quality tool
High-quality and suitable thread milling tool is essential to avoid failure and problems during the process, you can select some qualified tooling manufacturers and compare their advantages and disadvantages, and choose the one closest to your request. Before that, you need to master the types of thread mills (Helical flute thread mills, Straight flute thread mills, Single profile thread mills, Indexable insert thread mills, Solid carbide thread mills, etc.) and specifications of those thread milling cutters (Single form, Tri-form, and Multi-form), like diameters.
2. Apply several radial passes
Separate the thread milling operation into several radial passes can achieve higher quality, improve the thread tolerance, ensure safety and avoid tool breakage in difficult-to-machine materials, as well as make it suit in difficult applications, like long overhangs and unstable conditions.
3. Opt for chip breakage and removal strategy
Apply proper tool or strategy to break and evacuate chips timely, cutting fluid and lubricant can be considered, avoid chip recutting, save time and guarantee the tolerance of thread.
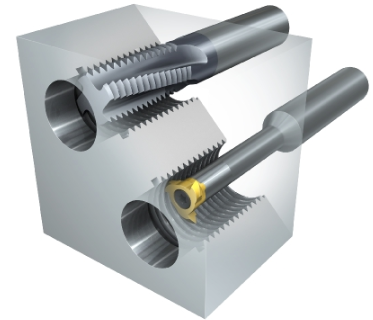
4. Determine tool path
Left or right-hand threads are depending on the selected tool path. Which one is more suitable for you? Choose the more efficient one according to your experience.
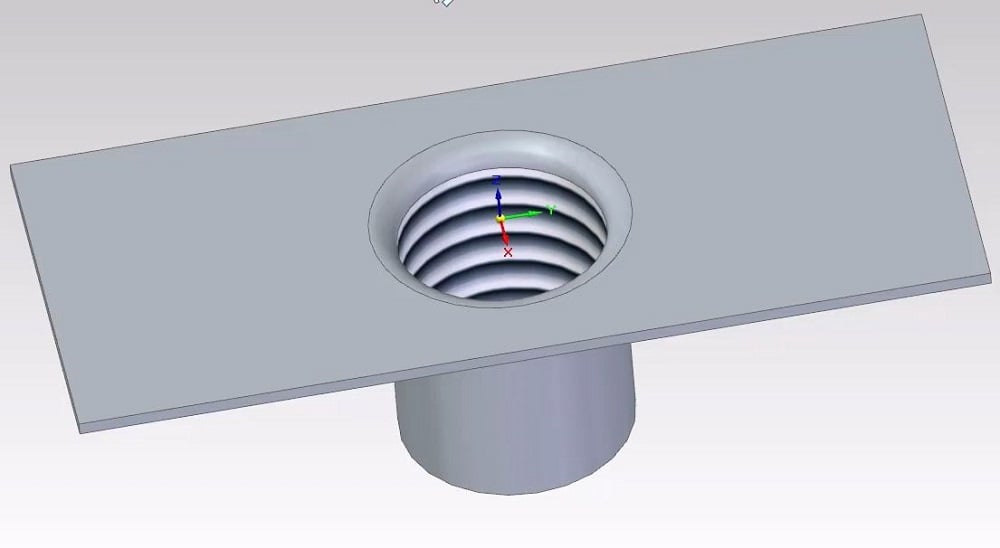
5. Depth of the thread
– Generally, the depth of the thread should be no more than one and a half times the diameter of the hole. Because the longer the milling tool, the more chance it can experience deflection, which can create inaccuracies in the thread.
 Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
 Tapped Holes vs. Threaded Holes: Process, Cost, Size, Material, Speed, Application, Pros & Cons
Tapped Holes vs. Threaded Holes: Process, Cost, Size, Material, Speed, Application, Pros & Cons
 Types of End Mills & Difference Between End Mill and Drill Bit | What is End Milling | CNCLATHING
Types of End Mills & Difference Between End Mill and Drill Bit | What is End Milling | CNCLATHING
 G Thread vs NPT: Differences in Dimensions, Uses, Standard Specs
G Thread vs NPT: Differences in Dimensions, Uses, Standard Specs
 Difference Between Thread Milling and Tapping
Difference Between Thread Milling and Tapping
 Different Types of Thread Mills – Thread Milling Principles and Advantages
Different Types of Thread Mills – Thread Milling Principles and Advantages
