- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2020.4.15

 Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
 Face Mill Vs Fly Cutter: What is the Difference Between a Face Mill and Fly Cutter
Face Mill Vs Fly Cutter: What is the Difference Between a Face Mill and Fly Cutter
 Types of End Mills & Difference Between End Mill and Drill Bit | What is End Milling | CNCLATHING
Types of End Mills & Difference Between End Mill and Drill Bit | What is End Milling | CNCLATHING
 What is Milling Cutter & Mill Cutter Types – Tips for Selecting Right CNC Cutting Tools | CNCLATHING
What is Milling Cutter & Mill Cutter Types – Tips for Selecting Right CNC Cutting Tools | CNCLATHING
 What is Side Milling | Types of Side Milling Cutters & Side Milling vs End Milling
What is Side Milling | Types of Side Milling Cutters & Side Milling vs End Milling
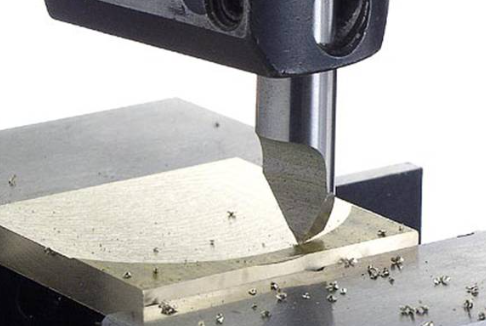
 What is a Fly Cutter on a Milling Machine – Fly Cutter Definition, Types, Uses & Fly Cutter vs Face Mill
What is a Fly Cutter on a Milling Machine – Fly Cutter Definition, Types, Uses & Fly Cutter vs Face Mill
