
Welding is a fabrication process of joining metals or other materials by heating or applying pressure. However, the complexity of the welding technique may cause defects and imperfections that can compromise the quality and safety of welded joints. This guide introduces the most common types of welding defects with definitions, diagrams, detection methods, causes, preventive measures, and effective remedies.
What Are Weld Defects – Welding Discontinuity vs Defect
Weld defects are specific flaws in welded joints that go beyond acceptable limits and weaken the strength or quality of the weld. While discontinuities are interruptions or irregularities in the normal structure of a weldment, these are only considered defects if they exceed the size, type, or location limits set by industry standards like ISO 5817 and ISO 10042. The key difference is that a discontinuity can sometimes be allowed within certain manufacturing tolerances and pass field tests, but a defect is a serious flaw that fails to meet the required tolerance and can cause weld failure. Welding defects can appear on the surface or inside the metal and usually require repair or re-welding. To ensure safety and durability, welding projects need careful inspection and adherence to expert-approved specifications that identify which discontinuities are acceptable and which must be corrected as defects. A small irregularity might be acceptable in non-critical parts but unacceptable in safety-sensitive structures.
Weld Repair Definition & Steps
When it comes to the weld repair definition, it is a specific application of the welding process and involves removing the damaged materials and welding the element again to connect the cracked or broken parts.
Types of Weld Repair
1. Dimensional Repairs
Dimensional repairs happen when the weld is too small or thin for the type of metal or joint. This usually means not enough filler metal was added during the first welding. To fix this, more welding material is added to increase the size of the weld. This kind of repair is done carefully to avoid adding too much metal, which could put extra stress on the original weld and cause problems later.
2. Repair of Surface Defects
Surface defects are problems seen on the outside of a weld that might also go deep inside. These flaws, like cracks, porosity, or cold laps, need to be fixed to keep the weld strong. Before repairing, the area is checked to find all the issues. The repair usually involves removing the damaged part and adding new weld material to make it strong again.
3. Internal Defect Repairs
Internal defects are hidden problems inside the weld that can’t be seen with the naked eye. To find these, special tests like ultrasonic or X-ray inspections are used. After locating the defects, the damaged metal is ground or cut away, and then new weld material is added to fill the space properly. This process ensures the weld is solid both inside and out, preventing future failures.
Weld Repair Procedures & Steps
Step 1: Preparing the Repair Area
First, after removing the damaged or cracked metal, the area is smoothed down to get it ready for welding again. Any leftover oils, grease, or testing chemicals like penetrants must be cleaned off using alcohol or acetone. It’s important not to use gritty blasting in the groove because tiny grit particles can get stuck inside the weld and cause problems later.
Step 2: Inspecting the Defect
Before starting the repair, a detailed check is done to understand how big and deep the flaw is. This often uses special tests, called Non-Destructive Testing (NDT), which can detect cracks or problems on or inside the metal without damaging it. The repair spot is carefully marked so the welder knows exactly where to work.
Step 3: Excavating the Flaw
The damaged metal is carefully cut or ground out, a process called excavation. This step removes all the faulty parts so the new weld can be strong and reliable. The cleaned area usually needs to be polished back about 3–4 millimeters until shiny metal shows, making sure no weak parts remain.
Step 4: Confirming Flaw Removal
Once the damaged metal is removed, another NDT check is done to confirm that the problem is fully gone. Only after this approved confirmation will the welding repair begin. A detailed repair plan or procedure must be ready and approved, including the right welding methods, materials, and heat controls.
Step 5: Special Considerations for In-Service Repairs
Sometimes repairs happen while machines or structures are already in use, which can be more complicated. Different welding positions or techniques might be needed because of limited space or sensitive parts nearby. Extra care is taken to protect electrical parts or materials that could be harmed during welding.
Step 6: Welding the Repair
During welding, the surface is cleaned after every layer or pass to remove oxides and scale, which are like rust or dirt that can weaken the weld. Each weld layer is checked visually to make sure it looks good. For deep repairs, X-rays might be taken after a few layers to check for new cracks.
Step 7: Using Backing Gas and Temperature Control
If the back side of the weld is exposed to air, a backing gas is used to protect the weld from contamination. Welders try to follow the original heating conditions, such as preheating the metal before welding and controlling the temperature between weld passes, to avoid causing damage from too much heat.
Step 8: Finishing the Weld
The weld should not be built up higher than necessary because extra height causes stress and shrinkage, which can lead to cracks. Sometimes, special small weld beads called temper beads are added to control the metal’s grain size and make the weld stronger.
Step 9: Handling Difficult Cracks
If cracks are hard to reach or not fully visible, welders remove metal from the opposite side or use special tools like air carbon arc cutters to clean out faulty metal. It’s important never to drill holes or slots in the weld area, as this can cause more damage.
Step 10: Safety and Equipment Preparation
Before doing repairs on machines, all safety steps are followed, such as turning off engines, disconnecting batteries, and unplugging electronic controls. The equipment is cleaned and inspected thoroughly to find any cracks or problems before welding starts.
Step 11: Proper Welding Materials and Temperatures
Welders use special rods or wires, like AWS Class E71T-1 electrodes, designed for the job. The metal around the weld is preheated to a specific temperature before welding, depending on how thick it is, and the temperature between weld passes is carefully controlled to keep the weld strong and avoid cracks.
Step 12: Final Inspection and Protection
After the repair is done, the weld is checked for smoothness and quality. Tests like magnetic particle inspection or X-rays make sure no cracks or flaws remain. Finally, fresh paint or coating is applied to protect the repaired area from rust and damage.
How to Check and Detect Welding Defects?
Welding defects can be identified using various inspection methods, which can be broadly categorized into non-destructive testing (NDT) and destructive testing.
Non-Destructive Testing (NDT) Methods
1. Visual Inspection
This is the easiest and cheapest NDT method, where a trained inspector looks carefully at the weld to find surface problems like cracks, porosity, or misalignment.
- Advantages: Fast, low-cost, and needs very little equipment.
- Limitations: Can only find problems on the surface and depends a lot on the inspector’s skill and eyesight.
- Applications: Used first to check welds before doing more detailed tests.
2. Radiographic Testing
This method uses X-rays or gamma rays to take pictures of the weld inside, showing hidden problems like cracks, holes, or incomplete fusion.
- Advantages: Very good at finding inside flaws and keeps a permanent record of the test.
- Limitations: Needs special machines and trained workers, involves radiation that can be dangerous, and takes time.
- Applications: Used for very important welds in things like pressure tanks, pipelines, and building supports.
3. Ultrasonic Testing
Uses very high-frequency sound waves that go into the weld. When the sound hits a problem, it bounces back and helps find hidden defects inside the metal.
- Advantages: Doesn’t harm the metal, is very accurate, and works well on thick pieces.
- Limitations: Needs skilled operators and sometimes misses very small or thin defects.
- Applications: Used on pipeline welds, thick metal parts, and important structural welds.
4. Magnetic Particle Inspection
This test works on metals that can be magnetized, like steel. The weld is magnetized, and tiny magnetic particles are spread on it. These particles gather where there are surface or just-below-surface cracks.
- Advantages: Quick, cheap, and shows defects clearly.
- Limitations: Only works on magnetic metals and may miss very tiny problems.
- Applications: Checking surfaces of steel structures, pipes, and machines.
5. Liquid Penetrant Testing
A colored liquid is spread on the weld and seeps into any tiny cracks on the surface. After wiping off the extra liquid, a special powder or spray makes the cracks visible.
- Advantages: Easy to do and works well on smooth, non-porous metals.
- Limitations: Only finds cracks that open to the surface and might miss very fine cracks.
- Applications: Used on metals that don’t magnetize, like aluminum or aerospace parts, and car parts.
6. Eddy Current Testing
This method uses magnetic fields created by electric currents to find surface and near-surface defects. Any change in the eddy current field caused by a flaw can be detected.
- Advantages: Fast and can check complicated shapes.
- Limitations: Only works on metals that conduct electricity and can have trouble if the surface is rough.
- Applications: Used for tubes, pipes, and surface checks on conductive metals.
7. Remote Visual Inspection (RVI)
Uses cameras and small robots to look inside places that are hard to reach, like tight spaces or dangerous areas.
- Advantages: Inspectors see inside tight spots safely without going inside themselves.
- Limitations: Equipment is expensive and needs special training to use.
- Applications: Used for big pipelines, cramped areas, and risky environments.
8. Phased Array Ultrasonic Testing (PAUT)
A more advanced ultrasonic method that uses many sensors working together to send and receive sound waves from different angles. This creates detailed pictures of the welds inside.
- Advantages: Very clear images, checks from many angles, and finds defects quickly.
- Limitations: Needs special machines and trained operators.
- Applications: Used for important welds on trains, pressure tanks, and complex parts.
Destructive Testing Methods
1. Tensile Testing
A piece of the welded metal is pulled until it breaks. This test measures how strong and stretchable the metal is.
- Advantages: Gives exact numbers about the metal’s strength.
- Limitations: Destroys the test piece, and cannot be done on finished parts.
- Applications: Used to check materials and test welding processes.
2. Bend Testing
The welded joint is bent to a certain curve to see how flexible it is and how well the weld fuses.
- Advantages: Easy to do and shows how tough the weld metal is.
- Limitations: Destroys the test piece and may not show all flaws.
- Applications: Used to qualify weld procedures and test materials.
3. Charpy Impact Testing
Measures how much energy a small metal piece absorbs when hit by a pendulum, showing how tough the metal is against sudden hits.
- Advantages: Shows how the metal behaves under impact forces.
- Limitations: Requires special preparation and is not done on-site.
- Applications: Helps choose materials and check weld metal toughness.
4. Macroetch Testing
The weld is treated with acid to reveal the macrostructure inside. This makes defects like porosity and incomplete fusion visible to the eye.
- Advantages: Shows the inside structure clearly.
- Limitations: Destroys the metal sample and needs careful reading.
- Applications: Used to help develop welding methods and study metals.
5. Fracture Testing
The welded piece is broken on purpose and then examined under a microscope to study how it cracked and find hidden defects.
- Advantages: Gives detailed info about how the metal breaks.
- Limitations: Needs special tools and sample prep.
- Applications: Used to analyze failures and research materials.
Different Types of Weld Defects – Welding Defects Causes and Remedies
Welding defects and flaws can be classified into external and internal defects. Here are common types along with their causes, preventions, and remedies.
1. Undercut
The undercut welding defect is characterized by a groove or recess that forms at the toe of the weld bead, which remains unfilled. This defect typically occurs at the edges of welded joints, particularly at the corners of fillet welds, where the weld metal is not deposited adequately, creating a weakened area that can compromise the structural integrity of the weld. Refer to industry standards such as AWS D1.1, which specifies that for material less than 1 in. (25 mm) thick, the undercut should not exceed 1/32 in. (1 mm), with the following exception: undercut shall not exceed 1/16 in. (2 mm) for any accumulated length up to 2 in. (50 mm) in any 12 in. (300 mm). For material equal to or greater than 1 in. thick, the undercut should not exceed 1/16 in. (2 mm) for any length of weld.

Causes
- The arc voltage is too high
- Wrong electrode or wrong electrode angle
- Large electrode
- High electrode speed
- Excessive welding current
- Improper welding technique
- Long arc length
Preventions
- Avoid excessive current; match to electrode and material
- Keep the arc length within the recommended range
- Use correct electrode angle (30°to 45°)
- Avoid excessive welding speed
- Choose an appropriate filler metal
- Use properly sized consumables
- Select the right shielding gas
- Clean the workpiece thoroughly
- Weld in a flat position when possible
- Control heat input via parameters
Remedies
- Grind out undercut; prepare base material
- Reweld using proper technique
- Inspect weld post-remediation
- Train welders to recognize and prevent defects
- Implement quality control procedures
2. Misalignment
Misalignment is a welding flaw where the welded joint at the root is not lined up correctly, which can weaken the structure and reduce its strength. This problem happens when the two metal plates being joined don’t line up properly, causing either straight or angled misalignment. Straight misalignment means the plates are not parallel, while angled misalignment happens because the plates are bent at different angles. Fixing misalignment inside pipes is very difficult, so it’s better to avoid this defect from the start.
Causes
- Use of dissimilar plate thicknesses
- Carelessness during the welding process
- Lack of welder skills
- Poor component fit-up before welding
- Deformations during welding
- Breaking of tacks during welding
- Incorrect tolerance of the welding components
Preventions
- Ensure proper fit-up of workpieces before welding
- Use appropriate fixturing or clamping devices
- Train welders on proper welding techniques
- Maintain consistent travel speed, electrode angle, and arc length
- Perform visual inspections before, during, and after welding
- Use slower and more stable welding procedures
- Secure metals firmly before and during operation
Remedies
- Grind the defective portion of the joint and prepare the required shape again
- For better appearance, grind and re-weld the misaligned surface
3. Overlap
Overlap is a welding defect where the weld metal extends past the edge of the weld toe, causing extra material that forms an uneven weld shape. This problem is mainly about the shape of the weld bead, where the extra metal sticks out beyond the intended edge, making the weld look uneven and possibly weakening it. Overlaps can make the welded part less strong during its use.

Causes
- Inadequate skills or improper methods
- Incorrect settings like voltage, current, or travel speed
- Slower travel speed causing excess material accumulation
Preventions
- Training welders in correct techniques
- Setting appropriate welding parameters
- Maintaining optimal travel speed
Remedies
- Removing excess material through grinding
- Re-welding after correcting underlying issues
- Implementing regular quality inspections
4. Burn Through
Burn-through is an unwanted defect where a hole forms completely through the base metal while welding. This happens when too much heat or welding current melts the metal too much, creating a hole that goes through the whole thickness of the metal plate. These holes may be easy to see or hidden inside the weld joint. It’s very important to check the strength of the weld, and NPT tests can help find these hidden holes.

Causes
- High current levels create a forceful arc
- Increased heat input causes excessive fluidity
- Inadequate heat distribution control
- Extreme gap to the root
- Insufficient metal on the root surface
Preventions
- Lowering overall heat input
- Increasing welding travel speed
- Employing heat sinks like copper backing
Remedies
- Repairing or re-welding affected areas
- Regular non-destructive testing inspections
- Revising welding parameters
5. Incomplete Fusion (Lack of Fusion)
Incomplete fusion is a welding defect where the weld metal doesn’t properly join with the base metal, leaving gaps or empty spaces between them. This can happen in different ways, such as the weld not bonding well with the sides of the joint (side wall fusion) or not connecting at the root of the joint (root fusion). Another problem is poor bonding between different layers of weld passes, which creates weak spots that can reduce the overall strength of the weld.

Causes
- Insufficient current causing inadequate heat
- Fast travel speed prevents proper fusion
- Short arc leading to poor heat transfer
- Contaminants inhibiting proper bonding
- Lack of preheat causing thermal shock
Preventions
- Set welding parameters according to specifications
- Thoroughly clean surfaces before welding
- Preheat the base material as needed
- Maintain proper technique and travel speed
- Perform regular quality checks
Remedies
- Grind out and reweld affected areas
- After repair, conduct tests to verify the integrity of the weld
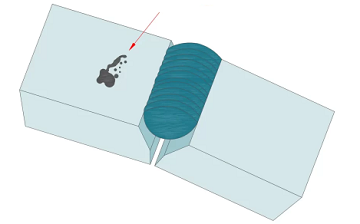
6. Slag Inclusion
There are two main types of inclusion defects in welded parts: slag and tungsten. Slag inclusion happens when slag, a byproduct of welding, gets trapped inside the weld metal, which can lower the weld’s strength and reliability. This usually occurs in welding methods that use slag for protection, like submerged arc welding (SAW) and shielded metal arc welding (SMAW). Slag can get caught between layers of weld metal, especially during multiple passes, causing weaker welds and increasing the chance of failure.

Causes
- Low current causing inadequate melting
- Multi-pass welding traps slag between layers
- Residual contaminants on the surface
- Damaged electrode coatings
- Inadequate cleaning between passes
Preventions
- Increase the current within the recommended range
- Preheat the base material to reduce the thermal gradient
- Thoroughly clean the surface before welding
- Use electrodes with intact coatings
- Clean between passes
Remedies
- Remove the defect by grinding operation and re-weld
7. Spatter
Spatter is a welding defect where tiny droplets of molten weld metal fly off during welding and stick to the surface of the base metal. This usually happens when the electric arc length is too long, causing metal droplets to form and fall outside the desired weld area. Spatter makes the weld look messy and can weaken the structure if it’s not cleaned up.
Causes
- Extended arc length increases droplet expulsion
- Globular droplets detaching from the electrode
- Incorrect voltage, current, or travel speed
- Insufficient shielding gas flow
Preventions
- Optimize voltage, current, and travel speed
- Apply high-temperature protective coatings
- Maintain appropriate arc length
- Ensure adequate shielding gas flow
Remedies
- Grind or sand affected areas
- Use solid blasting techniques
- Clean the surface thoroughly post-welding
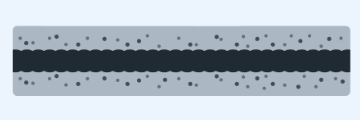
8. Porosity
Porosity is a welding flaw caused by small gas bubbles or holes trapped inside the weld metal. These tiny pockets weaken the weld and can lead to failure under stress. Porosity often happens when gases get trapped during the welding process, especially if the shielding gas is not adequate or the base metal is contaminated. This defect can appear in welding methods like gas metal arc welding and flux-cored arc welding.

Causes
- Too fast travel speed
- High wind speeds during outdoor welding
- Impurities or residues in the base metal
- Extremely short arc length
- Wrong electrode
- Presence of moisture in the electrode
- Insufficient cubic feet per hour of shielding gas
Preventions
- Avoid high wind conditions or use windbreaks during outdoor welding
- Ensure the correct shielding gas flow rate for the welding process
- Thoroughly clean base materials before welding to remove contaminants
- Follow recommended practices for torch angle, speed, and heat input
- Pay attention to humidity and temperature during welding
Remedies
- Grind out porosity and re-weld affected sections
- Implement more rigorous cleaning methods for base materials
- Modify gas flow rates and welding speeds to prevent porosity
- Use non-destructive testing methods to identify and assess porosity
9. Cracks
Cracks in welds are flat, narrow breaks that can appear in the weld metal, the heat-affected zone (HAZ), or the base metal. They can form in different directions and happen because of heat stresses during welding. Cracks are very dangerous because they concentrate stress and can cause the weld to fail. They show that the metal’s structure is not properly controlled, so most building codes do not allow any cracks, no matter how small. There are many types of cracks, such as root cracks, crater cracks, fusion zone cracks, and cracks in the heat-affected zone.
Causes
- Temperature gradients create thermal stresses
- Weld bead contraction causing stress concentrations
- Chemical composition differences leading to embrittlement
- Grain boundary weakening
- Improper contraction during cooling
Preventions
- Use controlled cooling rates
- Choose compatible materials
- Minimize temperature gradients via techniques
- Preheat the base material
- Apply post-weld heat treatment
Remedies
- Remove by gouging or grinding
- Rework the affected area
- Replace cracked components
10. Arc Strike
Arc strike defects happen when the welding arc accidentally touches the base metal outside the weld area, often because of carelessness or lack of attention. This can cause tiny cracks not only in the weld but also in the nearby metal, especially in parts that experience repeated stress. These cracks can grow over time, weakening the structure. Arc strikes are risky, and inspectors may require expensive repairs or replacement of the affected parts.
Causes
- Welders are distracted or inattentive
- Moving the stuck electrode back and forth
- Inexperienced welders handling equipment unsafely
- Faulty or poorly maintained equipment
Preventions
- Proper techniques and safety procedures
- Concentrate on work, avoid distractions
- Safely handle stuck electrodes
- Keep equipment in good condition
Remedies
- Identify and assess arc strikes
- Grind out the defect, repair the weld, or replace the section
11. Insufficient Fill
Insufficient fill, also called underfill or underfilled weld, is when the weld surface is lower than the surrounding base metal. This can happen on either side of the weld. When it occurs on the back side, it’s sometimes called suck back or underfill defect. This flaw means the weld does not fully fill the joint, reducing its strength.

Causes
- Low welding current
- Too high travel speeds
- Incorrect weld bead placement
- Laying weld beads too thinly in multi-pass welds
Preventions
- Proper electrode size selection
- Selecting the right current setting
- Avoid moving too fast
- Ensure proper joint preparation
- Use appropriate welding techniques
Remedies
- Grind to remove the defect, and then reweld with the correct amount of filler metal
- During repair, ensure the welding technique is appropriate
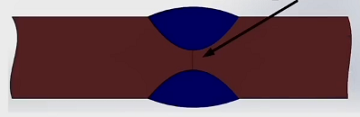
12. Insufficient (Incomplete) Penetration
Lack of penetration (or incomplete penetration) is a defect where the weld metal does not fully fuse with the base metal at the root of the joint, leaving a gap. This usually happens in groove welds when the weld doesn’t go deep enough. This weakness can cause the weld to fail under load. Sometimes, you can see this problem by looking, but often special tests like ultrasonic or X-ray inspections are needed to find and measure the gap.
Causes
- Inadequate welding parameters (low current, high travel speed)
- Poor joint preparation (incorrect geometry, alignment, or root gap)
- Incorrect electrode selection (wrong size or type)
- Improper welding technique (incorrect angle or manipulation)
- Contamination in the joint area
Preventions
- Use appropriate welding parameters (current, voltage, travel speed)
- Proper joint preparation (geometry, alignment, root gap)
- Select suitable electrodes for the joint and material
- Maintain proper welding technique
- Clean the joint area thoroughly before welding
Remedies
- Rework the weld by grinding out the defective area and rewelding
- Modify the joint design if necessary
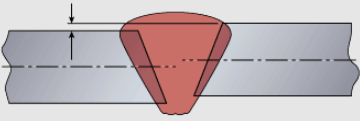
13. Excessive Reinforcement
Excessive reinforcement is a welding defect where too much weld metal is deposited beyond the allowed size or shape, causing inaccuracies in the weld dimensions. This usually shows as bumps or uneven weld beads that stick out too far. Too much weld metal not only spoils the weld’s appearance but also creates areas where stress is concentrated, which may cause the weld to crack or fail during use.

Causes
- Low travel speeds during welding
- Incorrect procedures or techniques
- Excessive flux on the feed wire
- Wrong joint fit-up
- Too much current
- Insufficient or uneven flux application
Preventions
- Maintain optimal torch speed
- Use proper welding techniques
- Monitor and control welding parameters
- Align workpieces properly
- Select an appropriate joint fit-up
- Set the correct amperage and voltage
Remedies
- Grind down excessive filler metal
- Reweld the affected area
- Implement quality control checks
- Adjust techniques based on inspection feedback
Related Articles:
 What is Heliarc Welding – Principle, Machine, Use, Cost, Difference Between TIG and Heliarc Welding?
What is Heliarc Welding – Principle, Machine, Use, Cost, Difference Between TIG and Heliarc Welding?
 7018 Welding Rod Specifications: Properties, Amperage (Sizes) Chart, Uses, 7014 vs 7018 Electrodes
7018 Welding Rod Specifications: Properties, Amperage (Sizes) Chart, Uses, 7014 vs 7018 Electrodes
 What is Welding Process and How Does It Work – Types of Welding and Their Uses
What is Welding Process and How Does It Work – Types of Welding and Their Uses
 How to Weld Aluminum – Is Aluminum Hard to Weld & What Aluminum is Unweldable?
How to Weld Aluminum – Is Aluminum Hard to Weld & What Aluminum is Unweldable?
 Types of Welding Used for Sheet Metal – How to Weld Sheet Metal for Beginners
Types of Welding Used for Sheet Metal – How to Weld Sheet Metal for Beginners
 What Are Causes Of Pitting Defects In Investment Casting & How To Fix
What Are Causes Of Pitting Defects In Investment Casting & How To Fix