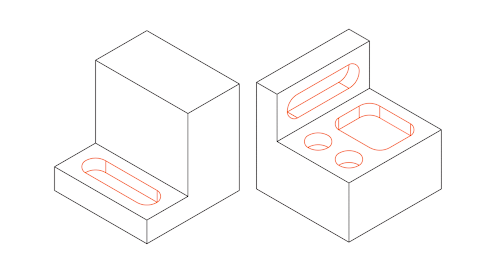
1. Avoid designs need unnecessary machining
Unnecessary machining will extend the manufacturing process and lead time, which directly results in the growth of production cost. Try to simplify the design and avoid extra machining, such as cut away the remaining material. It’s more efficient to cut the required part from the block.
2. Avoid too deep, thin-wall parts
The workpiece needs to bear the pressure from various hard tools including carbide and high-speed steel, when the wall is too thin, the stiffness of the material is low, then the deflection or bending of the tool may cause rippled surface, undesirable tolerance and even breakage of thin-walled parts. Thin walls of 0.508mm or less are subject to breaking during machining, but too thick is not desirable as well. In addition, the part depth should be considered, a width-to-height ratio of 3:1 is usually recommended. For cavities, depth higher than six times the tool diameter is regarded too deep. For holes, a thread longer than 3 times the hole diameter is unnecessary. Too deep cavities will bring tool hanging, deflection, fracture, and difficulty in chip evacuation.
3. Avoid small or complex text and mark
Custom CNC machining parts may require some text or marks, like serial number, company logo, special signs and more, adding text to the piece will definitely increase the cost, the smaller the text and the more complex the mark, the higher the cost, and the run time will be longer at the same time. Try to apply text with the larger size as long as it’s allowable, in addition, choose recessed text instead of raised one, the milling tool removes the material to achieve the desired result, which is faster.
4. Avoid infeasible features or highly complicated
Design the CNC part based on the capabilities of the machines and cutting tools, it’s better to take advantages of the equipment, maximize the efficiency. Avoid the features that can’t be produced or takes a very long time to do, otherwise, the final product can’t be obtained, and waste a lot of manpower and material resources. Unnecessary aesthetic features should also be abandoned.
5. Avoid custom unique tolerance
Too tight or excessive tolerance will only increase the machining time, in fact, lots of CNC parts do not need a unique tolerance. There are commonly used standard tolerances for different machines, if you have not confirm your tolerance, use the standard value for the dimensions. Try not to specify tolerances unless necessary.
6. Avoid too small features
Some parts designed with small internal corner or pockets for assembly or weight reduction, but if the small pockets and square corners are too small, some machines have a minimum tool diameter, which means the features smaller than the diameter would be difficult to process. Multiple cutting tools need to be used at the corner material, therefore, the processing time is changed. Avoid too small corners, try to add radius when designing internal edges, this is also a tip to reduce tool wear and tear, increase cutting speed.
7. Try to use standard sizes for holes
Holes with standard sizes can be machined with a standard drill bit, which greatly saves time and ensures the accuracy of dimensions. Non-standard holes are required to be processed using an end mill tool, and the depth and diameter will be limited. Check the standard Drill Bit and Tap Size Chart for reference.
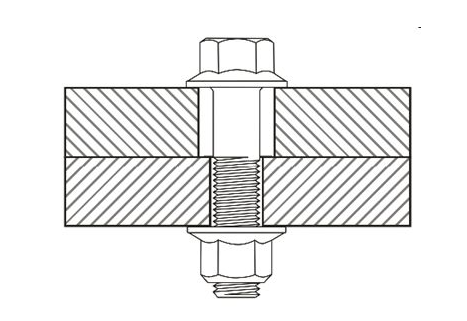
8. Thread size
The recommended size for CNC machined components is M6 or above, avoid the size smaller than M2. The proper thread length is three times the nominal diameter, do not lower than 1.5 times. For threads size smaller than M6, add an unthreaded length (equaling 1.5 times the nominal diameter) at the bottom of the hole, for threads size larger than M6, the hole can be threaded throughout the length. Avoid design holes that can’t be threaded.
 Clearance Hole Size Chart for Metric and Imperial Fasteners (Bolts, Screws & Studs)
Clearance Hole Size Chart for Metric and Imperial Fasteners (Bolts, Screws & Studs)
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 CNC Machining VS Manual Machining: What is the Difference Between CNC and Manual Machining
CNC Machining VS Manual Machining: What is the Difference Between CNC and Manual Machining
 Why Choose China CNC Machining and How to Find the Best CNC Machining Manufacturer
Why Choose China CNC Machining and How to Find the Best CNC Machining Manufacturer
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
 Top 10 Best AI for CNC Machining Program, CAM/CDM Design, G-Code Generate (Free & Paid)
Top 10 Best AI for CNC Machining Program, CAM/CDM Design, G-Code Generate (Free & Paid)
