The process of WEDM machining mould or parts can be generally divided into the following steps:
Analyze and review drawings:
Analyzing the drawing is the first step of decisive significance to ensure the processing quality of the workpiece and the comprehensive technical indicators of the workpiece. Take the blanking mold as an example. When digesting the pattern, first pick out the workpiece pattern that cannot or is not easy to be processed by WEDM. There are roughly the following types:
⑴ Workpieces with high requirements for surface roughness and dimensional accuracy that cannot be manually ground after cutting;
(2) Workpieces with narrow gap smaller than the diameter of electrode wire plus discharge gap, or workpieces with rounded corners formed by the discharge gap of rigid electrode derrick are not allowed at the inner corners of the figure;
(3) Non conductive materials;
(4) Parts whose thickness exceeds the span of wire frame;
(5) Workpiece with machining length exceeding the effective stroke length of X, Y carriage and high precision requirements.
Under the condition of meeting the WEDM Process, careful consideration should be given to the surface roughness, dimensional accuracy, workpiece thickness, workpiece material, size, fit clearance and punching thickness.
Programming Considerations
1. Determination of mold clearance and transition circle radius
(1) Reasonably determine the mold clearance. The reasonable selection of mold clearance is one of the key factors related to the life of mold and the burr size of stamping parts. Mold clearance of different materials is generally selected in the following range:
– For soft blanking materials, such as red copper, soft aluminum, semi hard aluminum, glue board, red paperboard, mica sheet, etc., the gap between the punch and the mold can be 10% – 15% of the thickness of the blanking material.
– For hard blanking materials, such as iron sheet, steel sheet, silicon steel sheet, etc., the clearance between punch and mold can be 15% – 20% of the blanking thickness.
(2) Reasonably determine the transition circle radius. In order to improve the service life of common cold stamping molds, transition circles should be added at the intersections of lines, lines and circles, especially at the corners of small angles. The size of the transition circle can be considered according to the thickness of the blanking material, the shape of the mold, the required service life and the technical conditions of the stamping part. With the thickness of the stamping part, the transition circle can also be increased correspondingly. Generally, it can be selected within the range of 0.1-0.5mm.
For the transition circle with thin punching material, small mold fit clearance and punching parts that are not allowed to be enlarged, in order to obtain a good punch mold fit clearance, a transition circle is generally added at the corner of the figure. Because the electrode wire machining path will naturally process a transition circle with a radius equal to the electrode wire radius plus one-sided discharge gap at the inner corner.
2. Calculate and compile processing program
During programming, a reasonable clamping position shall be selected according to the batching conditions, and a reasonable starting point and cutting route shall be determined at the same time. The starting point shall be at the corner of the figure or at the position where the convex tip is easy to be repaired. The cutting route is mainly based on the principle of preventing or reducing mold deformation. Generally, it should be considered to make the final cutting of the figure close to the clamping side easier.
3. Threading process paper tape and proofreading paper tape
After the paper tape is made according to the program sheet, the program sheet and the produced paper tape must be checked one by one. Only after the program is input into the controller with the calibrated paper tape can the sample be cut. The simple and reliable workpiece can be processed directly. For molds with high dimensional accuracy and small fitting clearance between male and female molds, thin materials must be used for trial cutting, and their accuracy and fitting clearance can be checked on the cutting parts. If any nonconformity is found, it shall be analyzed in time to find out the problem, and the mold can be formally processed only after the procedure is modified to be qualified. This step is an important step to avoid workpiece scrapping.
 Wire EDM Machining: Working Principle & Characteristics Of WEDM
Wire EDM Machining: Working Principle & Characteristics Of WEDM
 4 Steps To Finish CNC Wire EDM Machining | CNCLATHING
4 Steps To Finish CNC Wire EDM Machining | CNCLATHING
 Specific Methods & Skills Of Wire EDM Machining | CNCLATHING
Specific Methods & Skills Of Wire EDM Machining | CNCLATHING
 Metal Stamping Definition, Types, Process, Dies, Applications & Comparison with Other Techniques
Metal Stamping Definition, Types, Process, Dies, Applications & Comparison with Other Techniques
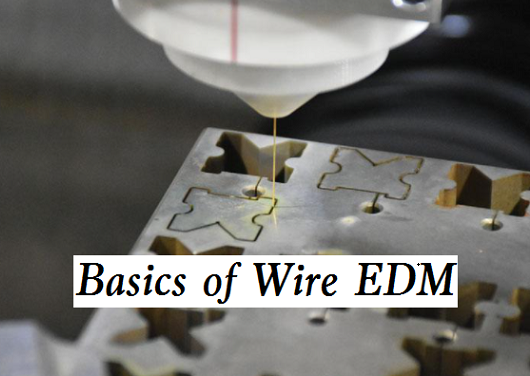 Basics of Wire EDM: Pros, Cons and Steps of CNC Wire Electrical Discharge Machining
Basics of Wire EDM: Pros, Cons and Steps of CNC Wire Electrical Discharge Machining
 Spindle Bearing of Lathe – Adjustment of Radial Clearance and Axial Clearance
Spindle Bearing of Lathe – Adjustment of Radial Clearance and Axial Clearance
