

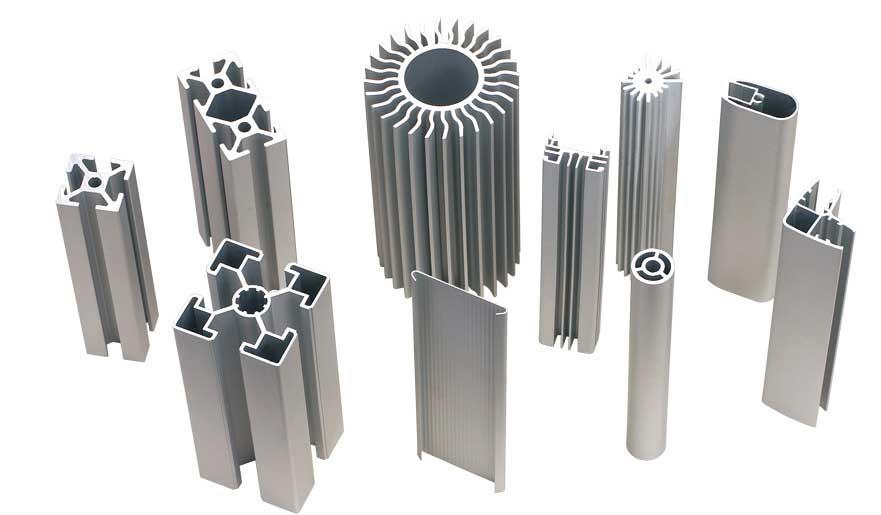
Aluminum, recyclable, environmentally friendly, strong, lightweight. aluminum in the middle of choice for thousands of product applications. Aluminum Extrusion is an ingenious forming process that designers rely on to create profiles that challenge their creativity and imagination and meet exacting specific needs. from tool design to final production, the turnaround time involved is second to none when compared to other methods of forming aluminum. aluminum extrusion tooling can be procured in as little as a few weeks. with a history of consistent lead times in quick turnaround, it’s no wonder, the industry expects and receives great service. although the principle of extrusion is relatively simple, it yields a myriad of possible shapes and forms. your earliest exposure to extrusion was probably when you first forced modeling clay through a toy press. the shape or profile of the clay is a resultant of the opening shape it was forced through. the aluminum extrusion process relies on a hydraulic press to push aluminum, heated to a malleable yet solid state through a steel die.
The Billet In Actions
The specified aluminum alloy cast in Log form and pre-cut to uniform length is known as a billet and is first placed into the billet furnace where it’s heated to almost 900 degrees Fahrenheit. the billet then exits the furnace and is transferred to the extrusion press. the excess material from the previously loaded billet is sheer and a ram pushes the new billet through the container and extrusion press using thousands of tons of hydraulic force. the soft aluminum is pushed through the steel die opening to create a fully formed profile. as the formed profile exits the extrusion press, it is cooled in a water bath. this is called quenching and is done to uniformly cool the extrusion at a controlled rate to establish intended mechanical properties. a device called a puller grabs and secures the hot extruded length and guides the profiles down the run-out table. the puller and run-out table, a sophisticated mechanical process that uses conveyors and belt systems is synchronized to the speed of the extrusion press. the importance of temperature and process controls throughout the extrusion run – controlling the heat of the alloyed aluminum as it moves through production is a critical success factor that requires several variables to continuously align with one another.
The Temperature Comes Into Play
we’ve already discussed the heating of the billet to a malleable temperature, but you should also know that the container, extrusion die, and other support tooling are also preheated to temperatures that allow the aluminum operating temperature to be maintained at desired levels throughout each push. if these process components aren’t precisely controlled within their specified temperature ranges, the operating temperature of the aluminum will be impacted by those components. either by adding to or absorbing from, the heat required for solution heat treatment. to measure the success of the run’s temperature control, we normally use infrared laser temperature monitoring cameras. these cameras are positioned to monitor the billet temperature before the entry of the container, the press exit temperature of the profile. during the push and the quench exit temperature of the extrusion. these three temperature factors are important to ensuring the extrusions meet the intended mechanical properties of your extruded component.
The Final Cut Of The Extrusions
The extrusion is cut at the billet seam and the run-out table maneuvers the extrusion across the cooling table. to further ensure a straight and true extrusion, it goes through a stretching process to straighten and relieve stress. the straightened extrusions are moved to the far side of the table and travel to a sawing station where they are cut to the specified length of the customer’s order. the cut extrusions are then placed in artificial age ovens for several hours. this is done to harden the aluminum and to develop final mechanical properties specified to relevant standards or different alloys and tempers.
There are several work centers dedicated to specific lengths and types of components and in each of these cells quality is continually reviewed to your exacting specifications. after your extrusion order is cut to a finished part length, you may want to take advantage of another secondary service, final part deburring and finishing. your cut extruded parts can be placed in a vibratory roto finish machine to remove any sharp edges on parts. this also provides a surface finish ready for paint, e-coat, or powder coat. after your extrusion order is prepped and ready for shipment it arrives in warehouses and is loaded onto trucks or contract carriers for delivery to your facility.
Related Articles:
 What is Billet Metal – Origins, Applications, Manufacturing
What is Billet Metal – Origins, Applications, Manufacturing
 What is Billet Aluminum – Billet Aluminum Meaning, Properties, Grades, Price, Uses & Billet vs 6061 vs Cast Aluminum
What is Billet Aluminum – Billet Aluminum Meaning, Properties, Grades, Price, Uses & Billet vs 6061 vs Cast Aluminum
 Cast Aluminum vs Extruded Aluminum – Difference Between Aluminum Extrusion and Casting
Cast Aluminum vs Extruded Aluminum – Difference Between Aluminum Extrusion and Casting
 Process of Aluminum Extrusion in Steps | Advantages of Aluminum Extrusion Process
Process of Aluminum Extrusion in Steps | Advantages of Aluminum Extrusion Process
 2020 vs. 4040 vs. 8020 Aluminum Extrusion Comparison: Properties, Strength, Applications, Cost
2020 vs. 4040 vs. 8020 Aluminum Extrusion Comparison: Properties, Strength, Applications, Cost
 CNC Forging V.S Casting -Which is the better CNC Technique For Manufacturing Parts
CNC Forging V.S Casting -Which is the better CNC Technique For Manufacturing Parts