In fact, 3D printing technology came out as early as the mid-1990s. As early as 1986, mankind has developed the world’s first 3D printer. The first person to obtain 3D printing technology patent is MIT. According to the understanding of 3D printing knowledge, this technology does not need expensive mechanical equipment and molds. It can be directly realized into real objects through 3D data, saving the time of mold development and verification. The products it can process can cover all our industrial products. Theoretically speaking, it should have been popular all over the world and replaced all the traditional processing techniques. But in fact, in the past 20 years, we can occasionally hear in the media that a certain aircraft and a certain car have been printed through 3D printing technology. We have not seen Boeing and Airbus use this technology to mass produce aircraft, nor have we seen Tesla, who is keen on high technology, use it to print batteries and rockets. Is there any difficulty that has not been overcome?
If the OEM requires us to develop a bumper made of plastic, how many ways can we achieve it?
The first common method, of course, is machining. First buy a whole piece of plastic raw materials larger than the bumper volume, and remove the unnecessary areas through equipment milling, drilling and other methods through programming, which is quite meaningful to make rapid prototyping parts in the design stage. The disadvantages of this method are also obvious. A large number of materials are wasted, and some structures cannot be directly formed at one time. For example, a boss column with a diameter of 3mm and a height of 6mm can be directly processed on the back of the bumper. It also needs to be processed by a separate equipment and glued with glue, which can not guarantee the strength when used. The whole process can be completed in about a week, but only one can be done at a time. The capacity and efficiency have been fixed.
The second method is to design and process the corresponding mold according to the three-dimensional data, and then borrow the injection molding equipment to melt the plastic and inject it into the mold cavity. After cooling and shaping, it can be trimmed. However, in this process, a professional team needs at least three months from design to final approval for a mold as large as the bumper, which can not guarantee that the size is 100% qualified, and the mold development cost is as high as millions. This method is suitable for mass processing. As long as it is verified to be qualified in the early stage, it can produce at least hundreds of pieces per day after mass production in the later stage.
Is it easy to print products with a 3D printer?
The key lies in the material. From the above description, we can see that when printing a bumper, it can not directly use the traditional PP material to print, because there is no way to bond layers directly. Therefore, all materials that can be printed in 3D must have the following characteristics like the ink used in office printers:
A. It can be easily transported to the designated area by 3D printer.
B. To the designated area, it must be able to maintain its original shape.
C. Layers must be firmly connected with each other directly.
The original PP particles used to make the bumper can’t be firmly connected together. Even if they are heated to the molten state like injection molding, he can’t maintain his original shape all the time. It must be stored and transported in liquid form and then solidified in a very short time. This transformation takes into account the practicability, but can not have too high cost and too high environmental conditions.
So scientists developed photosensitive resin according to this characteristic. When printing, first prepare an appliance to store full of photosensitive resin, and set a lifting platform in the center of the appliance. The platform is submerged under the liquid and keeps a distance from the junction of air and liquid level. This distance is the thickness of each layer of the product you are going to print, generally in microns. A beam of ultraviolet light is set above the platform to irradiate from above the liquid level. Due to the blocking of the platform, the light can only pass through the liquid with a distance between the platform and the liquid level. The irradiated photosensitive resin reacts and hardens into a solid, which is equivalent to printing a layer of material. Then by controlling the ultraviolet irradiation area by the shape of the product to be printed, the plane outline of this layer can be printed. Finally, through the continuous movement of the platform, print out the materials of each layer and accumulate the three-dimensional outline. This is the earliest top-down stereolithography.
However, this mode can only print small ordinary parts. If you want to print a large part, you need to expand the volume of the container. If you want parts such as large cars, the top-down printing method may not be desirable. Scientists have come up with another method to replace the bottom of the previous container with transparent material, so that the ultraviolet radiation is irradiated from bottom to top, and the platform is suspended in the container from above. After the processing starts, the suspension device of the platform is continuously moved from bottom to top to print each layer. This method is completely opposite to the previous method, but after the first layer is actually processed, the platform is bonded with the solidified part, which will prevent the platform from rising, which is very troublesome to use.
Of course, this is not difficult for scientists. They found that the photosensitive resin will solidify rapidly once it meets oxygen. Therefore, the photosensitive resin cannot contain oxygen. Once a little oxygen is dissolved, the curing process will be terminated. Generally speaking, oxygen is the natural enemy of 3D printing. Scientists use this to make oxygen molecules fill between the processing layer and the platform, which will prevent the bonding between the platform and the printing layer and smoothly make the platform move up and down freely.
From the above description, it is not difficult to see that what hinders the smooth realization of 3D printing is the volume of parts and the ability to find corresponding materials. Because in the market, the properties of raw materials used in each product are different, and the chemical structure of the corresponding photosensitive resin is also different, which requires a special synthesis process. Therefore, the price in the market is expensive, which often discourages customers who need to be interested in 3D printing. If they can’t find the corresponding materials, the price of 3D printing will not be as cheap as everyone said, Instead, it has become a burden of promotion. Of course, at present, scientists have also invented other 3D printing technologies, such as fused deposition molding (FDM), which is invented according to the principle of extrusion molding.
FDM
The principle of this technology is to process the raw materials to be used into very fine wires. One end of the wire is connected with the motor, and the other end is connected with the nozzle after heating. The rotating motor constantly pushes the wire towards the nozzle. The nozzle moves under the control of the program, and then accumulates in the specified position. After solidification, it is equivalent to printing this layer. Then through the up and down movement of the workbench, we can pile up each layer and finally realize our finished products. The advantage of this technology is that traditional thermoplastic materials can be realized through 3D printing, which enriches the choice of raw materials and eliminates the need for expensive photosensitive resin. The most valuable thing is that it can print two materials at the same time like double injection molding. In addition, FDM can also print materials that are difficult to melt at high temperature, such as metals and ceramics.
Under the condition of high precision, you can’t even see the boundary between the FDM layer and the finished layer. Therefore, many times, it is not very realistic to use this technology to replace stereo 3D printing of some parts with very high appearance and size requirements. In addition, if the object to be processed has some protruding or long hanging parts, it is very difficult to really realize it during printing, because the material collapses because it cannot bear its own gravity before it is fully cured.
We do not deny that 3D printing technology has been put into use and will be innovated and developed on a large scale in the future. However, at present, if it is to be applied to automobiles on a large scale, it is not realistic to produce bumpers, door panels and instrument consoles with high appearance requirements and large outline volume, or it is not mature to produce connectors, fasteners and bearings with low appearance requirements, precise size and complex structure, so it can not replace the traditional process to produce corresponding automobile parts for the time being.

 Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
 Filament vs Resin 3D Printer – Difference Between FDM and SLA 3D Printing | CNCLATHING
Filament vs Resin 3D Printer – Difference Between FDM and SLA 3D Printing | CNCLATHING
 What Are The Hidden Values of 3D Printing Industry To Be Developed?
What Are The Hidden Values of 3D Printing Industry To Be Developed?
 SLS Nylon Vs MJF Nylon For 3D Printing – What’s The Difference Between SLS & MJF Nylon
SLS Nylon Vs MJF Nylon For 3D Printing – What’s The Difference Between SLS & MJF Nylon
 Comparison Guide For 3D Printing Materials – Characteristics, Printing Parameters & More
Comparison Guide For 3D Printing Materials – Characteristics, Printing Parameters & More
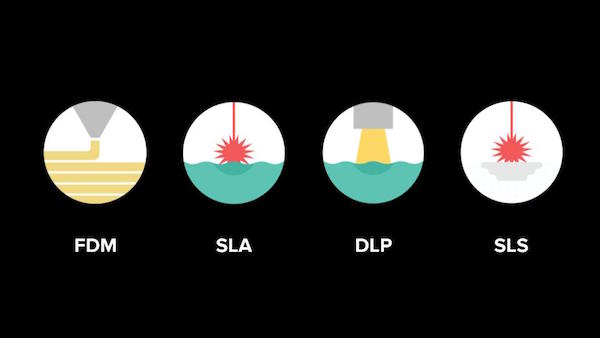 3D Printer Comparison Guide – What Are Differences Among FDM, DLP & SLA And When To Use Them
3D Printer Comparison Guide – What Are Differences Among FDM, DLP & SLA And When To Use Them
