1. For continuous profile milling, especially for arc machining, it is necessary to arrange the in and out of the cutting tool, try to avoid repeated machining at the junction, otherwise obvious boundary traces will appear.
2. When CNC milling outer circle with circular interpolation method, set the cutter to enter the circle from the tangential direction, after the completion of the whole round, do not directly withdraw the cutter at the tangent point, but let it move for a longer distance, to exit along the tangent direction, then avoid collision between the cutter and the part surface when the cutter compensation is canceled, resulting in the workpiece scrapping.
3. When milling the inner arc, it is also necessary to follow the principle of cutting from the tangential direction.
4. By default, undercut is detected when degouging a 3-axis profiling tool path. If you want to machine undercuts, set GOUGE_AVOID_TYPE to TIP_ONLY.
5. 3-axis profiling clears the top horizontal edges of selected surfaces. If there is another surface bounding the top edge, select it as a Check Surface to avoid gouging.
6. 5-axis surface profiling can be used for swarf cutting. The tool axis will stay tangent to the surface being machined. Use the AXIS_SHIFT parameter to shift the depth of the cut along the tool axis and set the parameter to a positive value. A positive axis shift is used to change the contact point to the side of the tool.
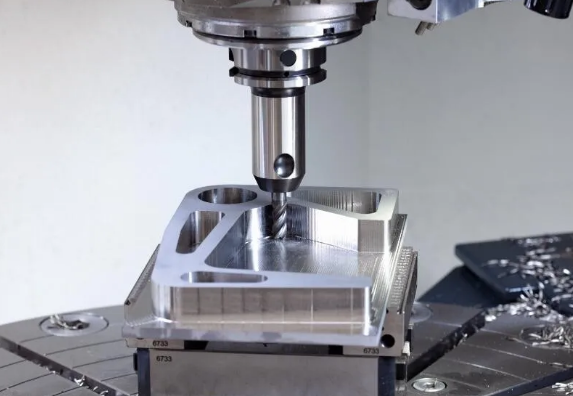
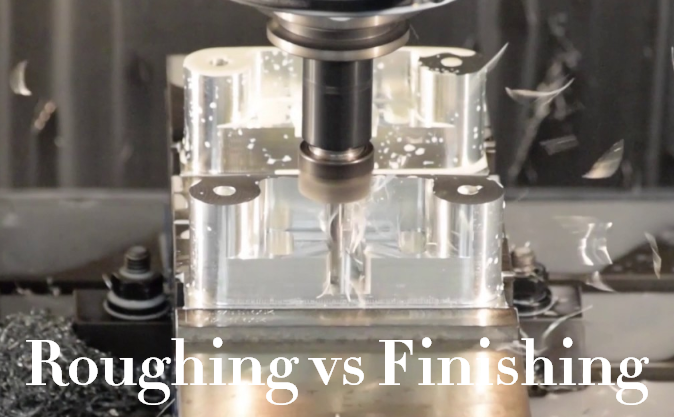
7. Perform roughing and finishing in different milling machines with optimized cutting tools, to ensure the best accuracy and productivity. The finishing should be carried out in a 4/5-axis machine tool with advanced software and programming technology.
8. Minimizing vibrations through reducing the cutting depth, speed or feed.
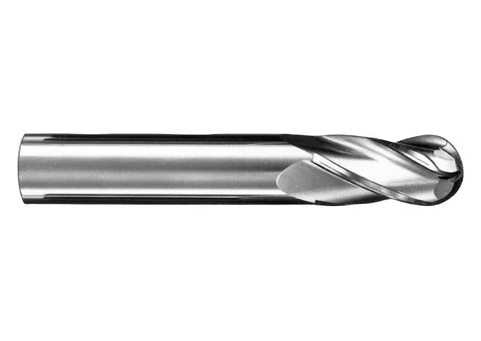 Ball Nose vs Flat End Mill – Ball Nose End Mill Speeds and Feeds
Ball Nose vs Flat End Mill – Ball Nose End Mill Speeds and Feeds
 What is Roughing in Machining – Difference Between Roughing and Finishing | CNCLATHING
What is Roughing in Machining – Difference Between Roughing and Finishing | CNCLATHING
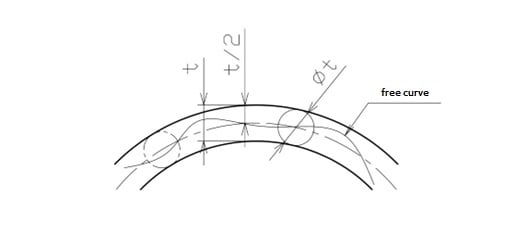 GD&T Profile Tolerance: Basic Knowledge, Types, Symbol, Calculation, Uses
GD&T Profile Tolerance: Basic Knowledge, Types, Symbol, Calculation, Uses
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
 Ball Screw vs Lead Screw, What’s the Difference Between Them
Ball Screw vs Lead Screw, What’s the Difference Between Them
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
