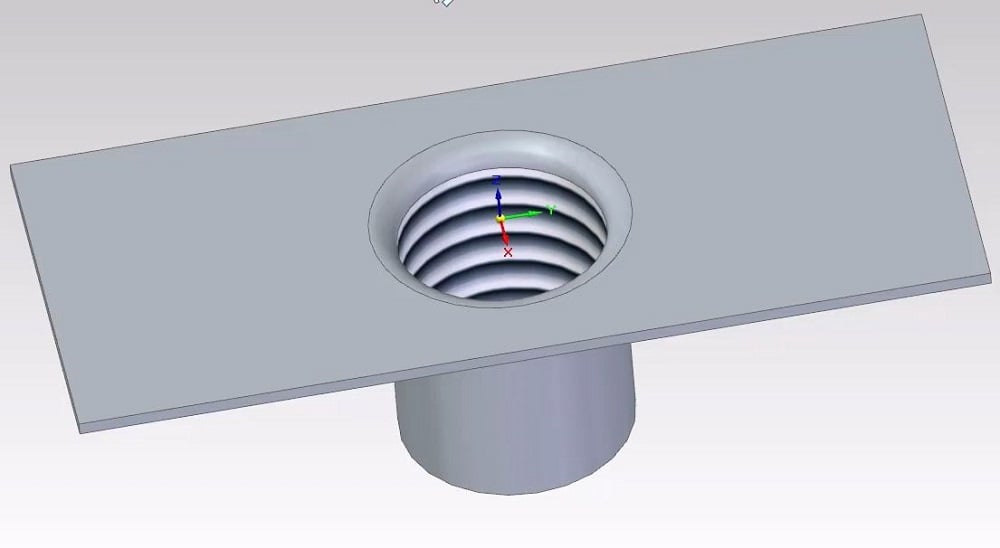
To get perfect blind hole threads, the pre-drill diameter, the drilling depth, the clearance angle, and the right tab are all important. A blind hole actually is in contrast to a through hole, the tab does not fully penetrate the workpiece in, and a blind hole thread is therefore not cut through to the end. Here are four tips to help you to drill a blind hole.
1) If the pre-drill diameter is too large, the thread is not cut correctly, and the flanks are not formed correctly, which causes the stretch to lose its bearing capacity, so it does not meet the standard. If the pre-drill diameter is too small, the threading tool has to cut more material, which results in a poor service life or even tool breakage. First of all, if the pre-drill diameter is too small, the threading tool has to cut more material, which results in a Remember that the nominal threat diameter should be subtracted from the pitch as a general rule of thumb for determining the right diameter.
2) You can easily avoid making errors by checking the length of the tab in preparation, programming the thread depth correctly, or making the corehole a little deeper. If the tap is put too deeply into the hole, the tool and the workpiece will collide, which will result in a damaged tool.
3) A large clearance angle has the advantage that the tab cuts well. On the other hand, the greater the clearance angle, the greater the risk that the chip will Jam when turned back, and the tool will break off. You can significantly reduce the likelihood of this happening by selecting the appropriate tab. In contrast to a through hole, you should do it without Form B in a blind hole in this case, as the chips will be pressed against the bottom of the blind hole. Instead, you should use a spiral tab for blind holes due to the smaller clearance angle. This will allow the chip to not only share more effectively when the direction of rotation changes, but it will also allow the chips to be transported out of the ball at the top.
4) You need to decide whether the right tab applies to the material. For long chipping materials, such as cast iron, spiral tabs are recommended because the positive twist angle is ideal for pushing the chips upwards and out of the tool. On the other hand, strange fluted tabs are a better choice for short-chipping materials because the short shifts are washed away by the coolant.

 Tapped Holes vs. Threaded Holes: Process, Cost, Size, Material, Speed, Application, Pros & Cons
Tapped Holes vs. Threaded Holes: Process, Cost, Size, Material, Speed, Application, Pros & Cons
 Types of Rivets and Their Uses – Rivets Definition, Types and Applications | CNCLATHING
Types of Rivets and Their Uses – Rivets Definition, Types and Applications | CNCLATHING
 How To Remove a Broken Tap in CNC Machining?
How To Remove a Broken Tap in CNC Machining?
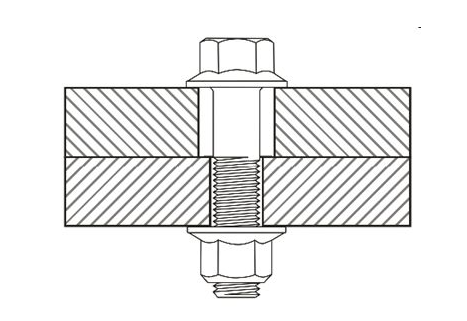 Clearance Hole Size Chart for Metric and Imperial Fasteners (Bolts, Screws & Studs)
Clearance Hole Size Chart for Metric and Imperial Fasteners (Bolts, Screws & Studs)
 Spindle Bearing of Lathe – Adjustment of Radial Clearance and Axial Clearance
Spindle Bearing of Lathe – Adjustment of Radial Clearance and Axial Clearance
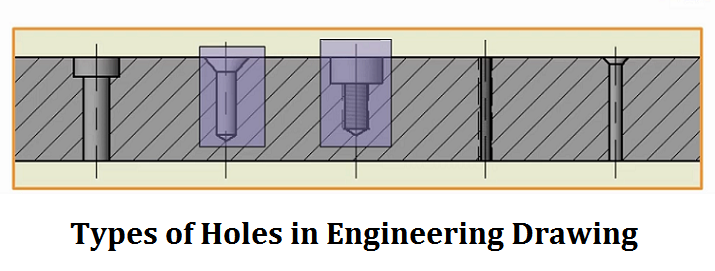 Types of Holes in Engineering Drawing & Hole Machining Operations
Types of Holes in Engineering Drawing & Hole Machining Operations
