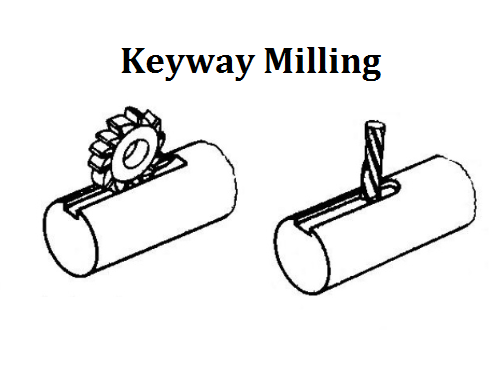
When clamping the workpiece, not only the stability and reliability of the workpiece should be ensured, but also the central position of the clamped parts should not be changed, that is to ensure that the centerline of the keyway coincides with the axis line. Milling keyway clamping methods generally have the following several.
(1) Use parallel-jaw vice
Installation with machine vice is suitable for milling keyway on small and medium-short shafts. When the diameter of the workpiece changes, the center of the part changes in the jaw, which affects the symmetry and dimensions of the keyway. But it is simple, stable and suitable for single-piece production. If the outer circle of the shaft has been finished, this clamping method can also be used for mass production.
(2) Use v-shaped frame
The V-shaped frame clamping is suitable for milling the keyway on the long and thick shaft. The advantages of V-frame positioning and support are good clamping stiffness, convenient operation and easy alignment of the milling cutter. The center of the workpiece is only on the bisector of the V-shaped iron, and it varies with diameter. Therefore, when the center of the milling cutter is aligned with the bisector of the angle of the V-shaped iron, the symmetry of the keyway can be ensured.
(3) Use T-slot
Put the shaft on the T-sot of the milling machine worktable, and clamp the piece with the plate directly. When machining long shafts with diameters ranging from 20 mm to 60 mm, they can be directly clamped on the T-slot of the worktable. However, this method is not suitable for stepped shafts and large-diameter shafts.
(4) Use index head
If it is the installation of a symmetric key and multi-slot workpiece, in order to make the position of the keyway on the shaft accurately distributed, the dividing head or fixture with an indexing device is mostly used. When the workpiece is clamped by the three-jaw self-centering chuck and the back center of the dividing head, the workpiece axis must be on the axis line between the three-jaw self-centering chuck and the center, and the position of the workpiece axis will not change with the change of the diameter. Therefore, the symmetry of the keyway on the shaft will not be affected by the change of the workpiece diameter.
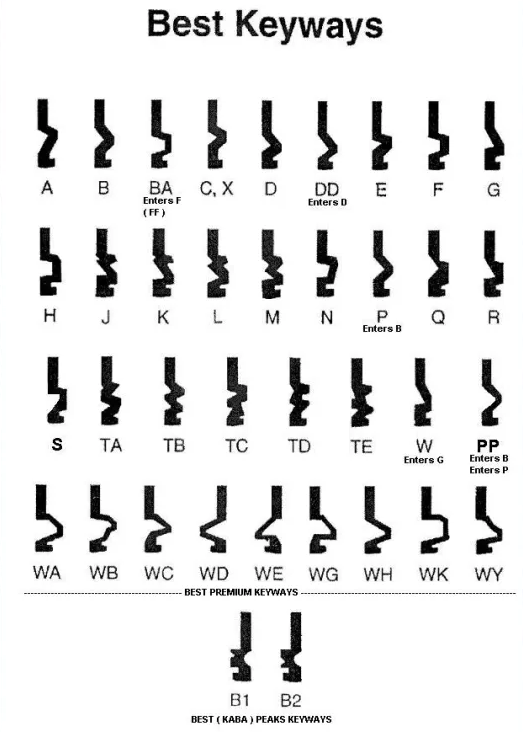 What is A Keyway – Lock Keyway Types, Designs & Schlage vs Kwikset | CNCLATHING
What is A Keyway – Lock Keyway Types, Designs & Schlage vs Kwikset | CNCLATHING
 What is Grooving Operation in Lathe Machine: Lathe Grooving Tool & Dimensions
What is Grooving Operation in Lathe Machine: Lathe Grooving Tool & Dimensions
 What Are The Factors Of Mechanical Parts Deformation During Machining?
What Are The Factors Of Mechanical Parts Deformation During Machining?
 What Are Best Milling Cutters Used In CNC Machining Process | CNCLATHING
What Are Best Milling Cutters Used In CNC Machining Process | CNCLATHING
 What is SFIC Core – Understanding SFIC Cores, Keys, Locks & SFIC vs LFIC | CNCLATHING
What is SFIC Core – Understanding SFIC Cores, Keys, Locks & SFIC vs LFIC | CNCLATHING
 What Are Factors Affecting Milling Machining Accuracy & How To Fix | CNCLATHING
What Are Factors Affecting Milling Machining Accuracy & How To Fix | CNCLATHING
