- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2021.5.28

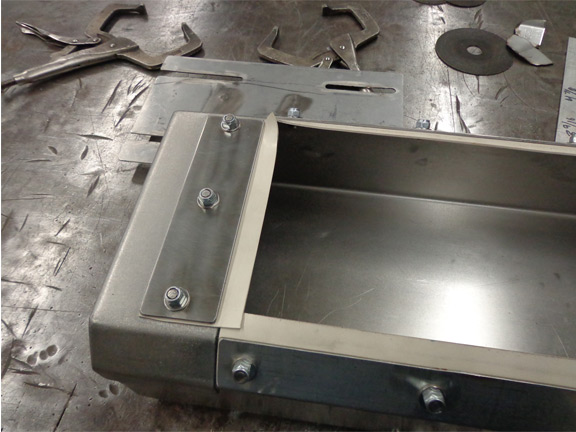
The Introduction On The Sheet Metal Operation Tools
In most sheet metal shearing operations, the edges of two knives, a fixed lower blade, and a vertically moving upper blade meet progressively from one side of the workpiece to the other to shear the material like ordinary hand shears. the angle at which the upper and lower blades are aligned with each other is called the blade rake or shear angle. the distance between the upper and lower blades is known as the blade or knife clearance. knife clearance is essential for proper shearing and is modified for different material thicknesses and strengths. as the blades come together and contact the workpiece, they partially penetrate the material. this builds up opposing forces in the stock. a crack or tear called the slip plane, then develops on both sides of the material separating the stock. the shear blades typically penetrate the stock no more than one-third of the stock thickness. before the slip plane occurs, the exact amount of penetration varies with material hardness and knife clearance. on most shears, the upper knife is aligned at an angle to the lower blade of between one-half and two and a half degrees. this angle helps concentrate the shearing force in the exact area of blade engagement between the two knives. and starts the fracture on a straight line parallel to the surface of the knives. this inclination also causes the upper knife to move away from the lower knife during the shear. this ensures that the sheared workpiece called the drop will not become wedged between the two blades.
The Bending Method Walkthrough
Bending is a method of producing shapes by deforming the metal beyond its yield point, which is the material’s capability to resist permanent deformation. but not past its ultimate tensile strength, which is the metal’s ability to resist tearing. the forces applied during bending are in opposite directions just as in shearing. the bending forces however rest between the materials yield point and its tensile strength. in sheering, the forces used are well above the material’s tensile strength. as the part is bent, it undergoes a distortion, so that the material outside the bend is forced to stretch under tension. and the material inside the bend is forced to compress. between the tension and compression zones is an area where the material is neither forced to stretch nor to compress. this is called the neutral axis. the neutral axis is important since bending operations are calculated from its location. the extent to which a material deforms whether in compression or tension is proportional to the material’s perpendicular distance from the neutral axis.
The Terminology Of The Bend Operations
The principle terms used to describe bending on press brakes are bend allowance. bend angle, bend radius and spring back. bend allowance is the pre-bent length of material that must be included in a blank to allow for any deformation that occurs due to the bending operation. the bend angle is usually the included angle of the bent workpiece. it can also refer to the supplementary angle formed by the two bent tangent lines. the bend radius is a tangent line where the flat straight section of the part stops and the radius of the bend begins. spring back is the tendency of the material to return to its original form. spring back typically ranges from two to four degrees.
 Spring Stiffness Formula & Constant Calculation
Spring Stiffness Formula & Constant Calculation
 Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
 Types of Springs & How Springs Are Made – The Basics of Spring | CNCLATHING
Types of Springs & How Springs Are Made – The Basics of Spring | CNCLATHING
 What Is Spring Steel – Spring Steel Grades, Strength, Hardness, Forming & Machining
What Is Spring Steel – Spring Steel Grades, Strength, Hardness, Forming & Machining
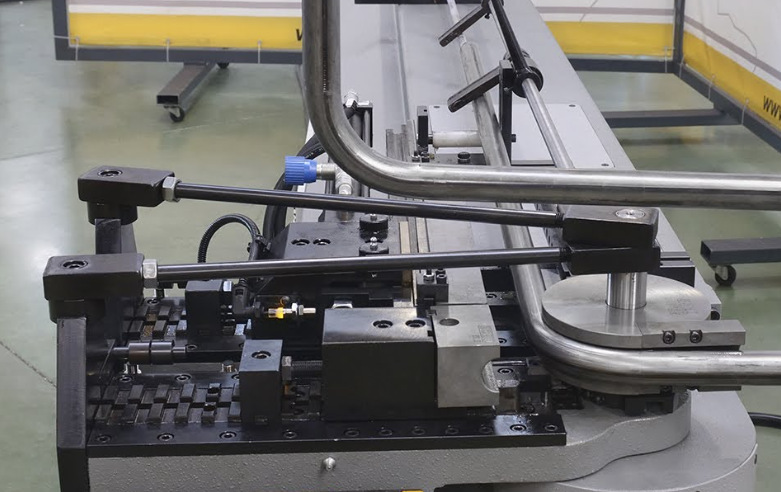 CNC Bending Machine Features, Components & Types – 3 Axis vs 5 Axis Bending Machine
CNC Bending Machine Features, Components & Types – 3 Axis vs 5 Axis Bending Machine
 How To Select The Right CNC Lathe Spring Chuck?
How To Select The Right CNC Lathe Spring Chuck?
