
How much torque is required for a bolt? To save time for calculation and variation, a torque value table is useful. In this article, we’ll share the metric and imperial bolt torque chart with you, and also introduce torque measurement, calculation, and the differences between torque and tension.
What Is the Bolt Torque?
A bolt is a fastener that consists of a shaft and a head. The shaft features both threaded and unthreaded portions. The bolts often work with matching nuts to form a joint for holding two parts together. The main types of bolt joints are tension joints and shear joints.
Bolt torque refers to the rotational force required to tighten a bolt to a specified level, measured as force multiplied by distance. It is used to create secure fastening, evenly distribute stress to reduce fatigue. Bolts with insufficient torque may deform or fail to provide sufficient clamping force, while excessive torque may lead to fracture. The selection of a proper torque value depends on the bolt size, material, and other factors.
Torque vs Tension: What Are the Differences Between Them
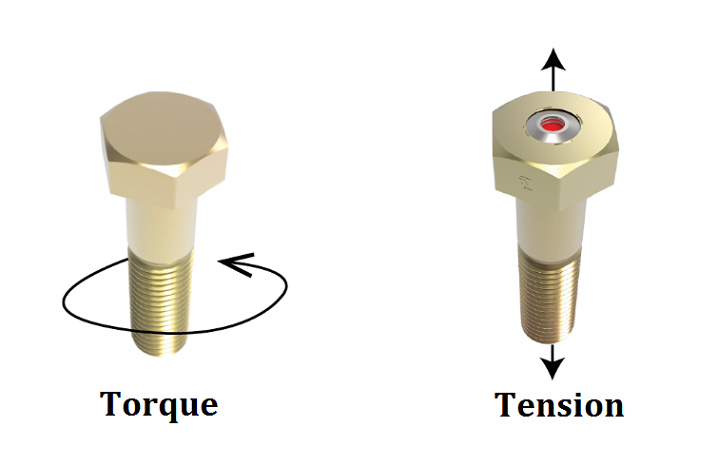
Torque is the measurement of the force that causes something to rotate, such as the turning force needed to spin a nut around the threads of a bolt, while tension is the stretch or elongation of a bolt that provides the clamping force of a joint.
Actually, the bolt torque is regarded as a way of generating bolt tension by stretching it, which is applied in both home and industrial applications. What is the process or principle of creating tension? When the operator is applying a torque using a wrench on the bolt and the bolt rotates relatively to the nut or the threaded hole, the wedging action will cause the bolt to stretch and then compress the clamped components.
Although torque is a commonly used method for creating tension, it’s not very accurate because only approximately 10-15% of the input torque actually stretches the bolt, with the remaining 85-90% used to overcome friction between the mating threads and under the bolt head or nut. If the bolt diameter is too large for the torque method to be feasible, alternative methods should be considered, such as hydraulic tensioning and bolt heating.
How to Check or Measure the Bolt Torque?
Make sure to measure and record bolt torque immediately after tightening and before any heating, painting, or exposure to environmental conditions that could alter friction on the bolt threads or nut surfaces. Delaying torque measurement can lead to inaccurate readings.
Loosening Torque Method
This involves loosening the bolt using a torque wrench and reading the torque value when the bolt begins to move. The measured torque is approximately 60% to 90% of the real tightening torque, typically 80%. This method is relatively easy to measure but requires retightening the bolt afterward, often used for bolts with a size of M4 or smaller.
Retightening Torque Method
After tightening the bolt, it is further tightened to determine the applied torque. Read the torque when the bolt starts moving again. The measured torque approximately equals to 90% to 120% of the tightening torque, with a common value of 1.05. This way provides accurate results if the point at which rotation begins is distinct, with no further work needed after the inspection.
Marking Method
Mark the position of the tightened bolt, then loosen it and retighten it to the marked position while reading the torque. The measured torque is approximately 90% to 110% of the tightening torque, with an approximate value of 1.0. This measurement takes a longer time, but after the inspection, the bolt maintains its original torque.
T-point Method
When continuing to tighten a bolt that has already been tightened, read the torque when the bolt begins to turn again. This torque value can be calculated using the θ-t wave formula. The measured torque ranges from 90% to 110% of the tightening torque; 100% is typical. This is the most accurate one when the test piece is secured, and no individual variations will occur after the inspection is complete.
How to Calculate Bolt Torque?
The formula to calculate bolt torque is T = KFD. Each of the elements indicates the following meaning. However, there are lots of other variables that will have an impact on the torque, such as the surface finish, property grade, hardness, and more features. So there is another version of the torque formula: T = K x F x D x (1 – l / 100), where the l refers to the lubrication factor (%).
- T = Tightening Torque (Nm or ft-lbs)
- K = A constant, typically refers to the nut factor or torque coefficient
- D = Nominal bolt diameter (mm or inches)
- P = Clamping force or load (kN or lbs)
In addition, the common values of K include 0.2 (normal dry or zinc plated), 0.30 (non-plated black finish), 0.18 (slightly lubricated), 0.16 (cadmium-plated), 0.42 (HDG), and 0.22 (lightly oiled HDG), determined by the finish.
A dry joint that has not been lubricated will have more friction between the fasteners, so more torque is generally needed to get the same result as lubricated joints. It is necessary to verify your calculated result of the bolt torque.
Metric Bolt Tightening Torque Value Chart
The bolt grades applied in this table are according to ISO 898, and the nut factor is based on lightly oiled threads.
| Size (mm) | Maximum Tightening Torque (Nm) | |||
|---|---|---|---|---|
| Grade 8.8 | Grade 9.8 | Grade 10.9 | Grade 12.9 | |
| M5 | 7.0 | 7.8 | 10.0 | 11.7 |
| M6 | 11.8 | 13.3 | 17.0 | 19.9 |
| M8 | 28.8 | 32.3 | 41.3 | 48.3 |
| M10 | 57.3 | 64.1 | 81.8 | 95.7 |
| M12 | 99.8 | 112 | 143 | 167 |
| M16 | 248 | 277 | 354 | 413 |
| M20 | 500 | 690 | 809 | |
| M24 | 865 | 1195 | 1395 | |
| M30 | 1719 | 2377 | 2774 | |
US Imperial Bolt Tightening Torque Value Chart
The nut factor for the bolts applied in this table is based on a lightly oiled finish.
| Size (inch) | Maximum Tightening Torque (lb-ft) | |||||||
|---|---|---|---|---|---|---|---|---|
| SAE Grade 2 | SAE Grade 5 | SAE Grade 8 | 18-8 S/S | |||||
| Coarse | Fine | Coarse | Fine | Coarse | Fine | Coarse | Fine | |
| 1/4 | 4 | 4.7 | 6.3 | 7.3 | 9 | 10 | 6.3 | 7.8 |
| 5/16 | 8 | 9 | 13 | 14 | 18 | 20 | 11 | 11.8 |
| 3/8 | 15 | 17 | 23 | 26 | 33 | 37 | 20 | 22 |
| 7/16 | 24 | 27 | 37 | 41 | 52 | 58 | 31 | 33 |
| 1/2 | 37 | 41 | 57 | 64 | 80 | 90 | 43 | 45 |
| 9/16 | 53 | 59 | 82 | 91 | 115 | 129 | 57 | 63 |
| 5/8 | 73 | 83 | 112 | 128 | 150 | 180 | 93 | 104 |
| 3/4 | 115 | 138 | 200 | 223 | 282 | 315 | 128 | 124 |
| 7/8 | 129 | 144 | 322 | 355 | 454 | 501 | 194 | 193 |
| 1 | 188 | 210 | 483 | 541 | 682 | 764 | 287 | 289 |
Related Articles:
 What is Axial Force – Axial Force Definition, Diagram, Formula (Equation) & How To Calculate?
What is Axial Force – Axial Force Definition, Diagram, Formula (Equation) & How To Calculate?
 ASME Flange Bolt Torque Chart (Calculation Formula & Sequence Pattern)
ASME Flange Bolt Torque Chart (Calculation Formula & Sequence Pattern)
 What is Jam Nut & Jam Nut vs Lock Nut vs Hex Nut
What is Jam Nut & Jam Nut vs Lock Nut vs Hex Nut
 Bolts Types and Sizes: Metric & Imperial Bolt Dimensions Chart | CNCLATHING
Bolts Types and Sizes: Metric & Imperial Bolt Dimensions Chart | CNCLATHING
 Rivnut Hole & Drill Size Chart | Rivet Nut Sizes, Types, Installation
Rivnut Hole & Drill Size Chart | Rivet Nut Sizes, Types, Installation
 Split Lock Washer vs Nylon Lock Nut: Which is Better To Use?
Split Lock Washer vs Nylon Lock Nut: Which is Better To Use?