CNC machining can manufacture customized parts with good strength and tight tolerance and it’s good for mass production. As a matter of fact, CNC machining is presently the most efficient method for manufacturing metal prototypes.CNC machining is widely used in many fields due to the advantages. You need to know how a CNC machine works before designing CNC machined parts.
CNC Machining
A solid block’s material is removed by cutting tools which rotate at high speed in order to make the desired part according to the drawing. The cutting tool plays an important role in CNC machining, which directly touches the part and remove the additional material to have the desired part.
The most common CNC cutting tool such as the end mill tool and drill has a cylindrical shank with a certain shape of cutting tip and a restricted cutting length. The two characteristics of cutting tools make the cutting ability has a limitation. Internal vertical rectangular corners can be made due to tool geometry. Deep small holes and undercuts can’t be processed by CNC machining due to cutting length.
Tips for CNC designs
There are some useful tips for CNC designs in order to take good advantage of CNC machining.
Adding a Radius in the Internal Vertical Corner
The CNC milling tool has a cylindrical shape. When the internal walls are cut, a radius will occur on the vertical corner. Corner radius will be reduced by a tool with a smaller diameter, but you can’t create an interior vertical corner now matter what kind of small tool you use. Small tools can work multiple passes at lower speeds to attain a small radius, which will cause more time and higher cost. Therefore, when you design a part made by CNC machining, it’s better to add a one third radius of the depth of the cavity and use a similar radius for internal edges.
Limiting the Depth of Cavities
The tools work very well when they cut cavities with a depth up to 2-3 times of their diameters due to the limited cutting length. Milling cavities with depth over 4 time of diameters of tools can greatly increase machining difficulties and tool breakage, resulting in high machining costs. Create the pocket with depth less than four times the tool diameter if it’s possible.
Increasing the Thickness of the Thin Wall
It’s difficult to machine the thin wall due to its deformation or fracture in the CNC machining. The thin wall machining needs multiple passes at low cutting depths, and vibrations easily occur. Therefore, it’s difficult to accurately machine the thin wall and the machining time will be increased. It’s better to design the wall for 0.8millimeters for metal parts and make the minimum wall thickness more than 1.5 millimeters for plastic parts if possible.
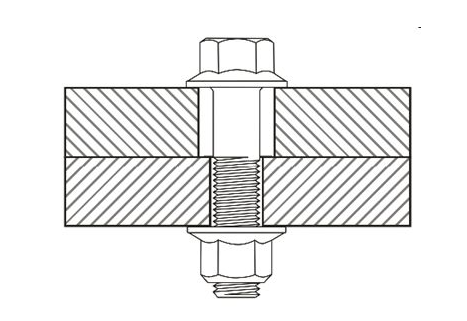
Limiting the Length of Threads
People tend to think that the longer the threads are, the stronger the connection becomes when it comes to the length of threads. As a matter of the fact, the diameter of the hole does not actually add to the strength of the connection when threads are longer than 1.5 times. Therefore, it is better to design threads with a minimum length of 1.5 times and maximum length of 3 times the hole diameter in order to have a good fastening.
Specifying Tolerances only Necessary
The machined part which requires more accuracy will add more cost to CNC machining due to the more machining time and labor cost. Tolerances ought to be defined meagerly when it is necessary.
If a particular tolerance isn’t required on the technical drawing, then the part is going to be machined with a standard tolerance of ± 0.125 millimeters, which is adequate for many non-critical options.
Reducing Small Features
Small features such as micro-holes which are less than 2.5millimeters in diameter can cause the machining difficulty and machining time, so they ought to be avoided unless they are really necessary.
Choosing Design with Engraved Text
It is better to choose the engraved text compared with the embossed text when text is needed for CNC machined parts. The engraved text requires to remove less materials. It is recommended using a Sans-Serif font such as Arial and Verdana with a size of a minimum of 20 points. A lot of CNC machines have pre-programmed routines for these fonts.
It is recommended designing parts which can be machined in as fewer setups as possible and better in only one setup. For instance, a part which has blind holes on both sides needs to be machined in two setups, because it needs to be rotated to get access to each side. Less setup will reduce the re-aligning time of the part and make the machined parts more accurate.